9–12% Chromium Steels: Part One
Abstract
This article traces the historical development of heat-resistant ferritic-martensitic 9-12% chromium steels from their accidental discovery in the early 1900s to their advanced applications in the late 20th century. Two significant events drove their evolution: the 1950s development of thermal power stations operating at steam temperatures of 538-566°C, and the 1980s initiative to create low-pollution power stations with steam temperatures of 600-650°C at supercritical pressures up to 350 bar. The article examines how alloying elements and manufacturing techniques influenced the steels' creep-rupture strength, highlighting key developments that enabled their use in increasingly demanding industrial applications across power generation, aerospace, and petrochemical sectors.
The Origins of High-Chromium Steels
The development of 9-12% chromium steels began in 1912 with Krupp and Mannesmann in Germany manufacturing a 12% Cr 2-5% Mo steel for steam turbine blades. Concurrently, Brearley in the UK accidentally discovered the stainless properties of martensitic steels containing 13% Cr and 0.2% C while developing high-temperature steels for gun barrels. Similar discoveries were made by Haynes in the USA and by Strauss and Maurer in Germany.
Initially, high-chromium, high-carbon martensitic steels found applications in cutlery, razors, and heat-resisting tools due to their hardness and sharp cutting edge. However, the focus eventually shifted to developing 9-12% Cr transformable steels with lower carbon contents (0.1% max) and additions of Mo, W, V, Nb, N, and other elements to achieve higher creep-rupture strengths with good oxidation and corrosion resistance at elevated temperatures.
Applications Across Multiple Industries
These advanced chromium steels have been utilized across diverse industries, including:
- Petrochemical and chemical plants
- Gas turbine engineering
- Aircraft and aerospace sectors
- Electrical power plants
- Nuclear fission and fusion reactor components
The petrochemical industry particularly benefited from these steels in hydrogen desulfurization systems and plants for oil combustion, often using them in thin tubular forms. The 9Cr-1Mo (T9) steel, which possesses moderate creep-rupture strength, was initially developed in the 1930s for such applications.
Post-War Advancement and Power Generation Applications
The introduction of gas turbine engines for military and civil aircraft during and after World War II created demand for steels with superior corrosion resistance and mechanical properties at high temperatures. This demand accelerated development efforts.
Two major events particularly motivated the advancement of heat-resistant 9-12% Cr steels:
- The 1950s development of thermal power stations operating at steam temperatures of 538-566°C
- The 1980s initiative to develop low-pollution power stations operating at steam admission temperatures of 600-650°C and supercritical pressures up to 350 bar
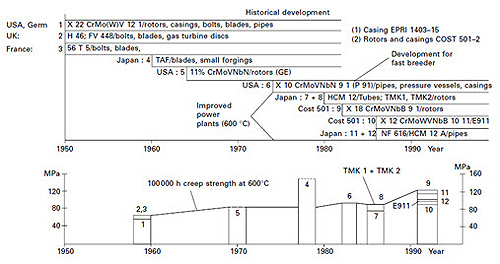
Figure 1: Overview of the historical development of heat-resistant 9–12% Cr steels within the time range 1950–1995 and the 100,000 h creep rupture strength of these steels at 600°C.
Development for Higher Steam Temperatures
X22CrMoV12-1: The Pioneer for Power Station Components
The X22CrMoV12-1 steel, developed in the 1950s, became a standard for both thin-walled and thick-walled power station components. Its creep strength derives from solution hardening and the precipitation of M23C6 carbides. This steel has demonstrated reliable performance in power stations for several decades.
Niobium-Enhanced Formulations
The H46, FV448, and 56T5 steels (numbers 2 and 3 in Figure 1) featured additional alloying with 0.30-0.45% Nb and approximately 0.05% N. These additions enabled secondary MX precipitations of VN and Nb(C,N) types, achieving targeted strength increases. However, significant improvements in creep strength at 600°C were primarily observed in short-term applications, making these steels particularly valuable for aviation industry components.
Due to their high niobium content, these steel grades were only suitable for manufacturing small components, as the elevated Nb levels resulted in pronounced segregations in ingots used for thick-walled components.
TAF Steel: Japanese Innovation
TAF steel (number 4 in Figure 1), developed in Japan by Fujita for small components, represented an advancement over European Nb-containing steels. Its formulation featured an improved balance of alloying elements based on extensive investigation of each element's influence on creep strength. Notably, it contained high boron content (up to 0.040%), which stabilized M23C6 carbides by forming M23(C,B)6, though this limited its application to small components.
Tests reported by Fujita in 1999 demonstrated TAF steel's extremely high creep strength at various temperatures: 550°C (up to 70,000 h), 600°C (up to 20,000 h), and 650°C (up to 125,000 h). These results showcased the creep strength potential of optimally alloyed ferritic-martensitic 9-11% Cr steels.
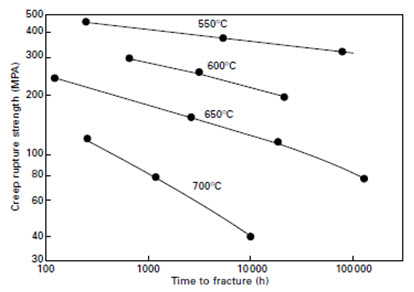
Figure 2: Creep rupture of the TAF steel (0.18%C-10.5%Cr-1.5%Mo-0.2%V-0.15Nb-0.035%B) as a function of temperature and time to fracture.
11%CrMoVNbN: Optimized for Rotor Applications
The rotor steel 11%CrMoVNbN (number 5 in Figure 1), patented in 1964 by General Electric Company, USA, represented another advancement of Nb-alloyed steels. The Nb content was significantly reduced (0.08%) to prevent harmful segregation at the center of rotors. Additionally, the alloying elements were carefully balanced to avoid delta ferrite formation.
The published creep strength of approximately 85-90 MPa at 600°C for 100,000 h was extrapolated from tests conducted at 620°C with durations up to 16,195 hours.
Access Creep Properties of Thousands of Materials Now!
Total Materia Horizon includes the largest database of creep data such as yield stress and creep rupture strength at different temperatures, for thousands of metallic alloys and polymers.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.