Lean Duplex Stainless Steel
Abstract
Lean duplex stainless steels represent a critical advancement in metallurgical engineering, combining approximately equal proportions of austenite and ferrite microstructures. These high-strength materials offer exceptional corrosion resistance properties, making them indispensable for demanding oil and gas applications including subsea flowlines, umbilical tubing, and chemical injection systems. With over 80 years of development history, duplex stainless steels have evolved from early chromium-nickel-molybdenum alloys to sophisticated nitrogen-enhanced compositions. Modern manufacturing techniques, including vacuum and argon oxygen decarburization processes, have significantly improved their quality and performance. Today, lean duplex stainless steels serve diverse industries from offshore oil platforms to architectural applications, offering superior chloride stress-corrosion resistance compared to traditional austenitic grades.
Historical Development of Duplex Stainless Steel Technology
Duplex stainless steels, characterized by their mixed microstructure containing approximately equal proportions of austenite and ferrite phases, have maintained their importance in industrial applications for more than eight decades. The foundational grades consisted of carefully balanced alloys incorporating chromium, nickel, and molybdenum as primary alloying elements.
From a thermodynamic perspective, the formation process presents unique characteristics. Since austenite forms from the existing ferrite phase, the alloy composition cannot exceed the equilibrium level of austenite formation. However, duplex stainless steels face significant metallurgical challenges, particularly their susceptibility to forming brittle intermetallic phases including sigma, chi, R, and alpha prime phases. Extended exposure to temperatures ranging from 350°C to 550°C can trigger 475°C temper embrittlement, compromising material integrity.
Early Industrial Applications and Development
The commercial production of duplex stainless steel began in Sweden during 1930, where the first wrought grades found immediate application in the sulfite paper industry. These pioneering materials addressed critical intergranular corrosion problems that plagued early high-carbon austenitic stainless steel formulations. Simultaneously, Finland commenced duplex casting production in 1930, while France secured a patent in 1936 for the predecessor of what would eventually become known as Uranus 50.
Industrial experience quickly demonstrated that the balanced ferrite-austenite microstructure provided superior resistance to chloride stress-corrosion cracking compared to fully austenitic alternatives. This discovery fundamentally changed engineering approaches to corrosion-resistant material selection. French metallurgists developed the UR 50 grade, containing 20-35% ferrite content (designated as UNS S32404), which found extensive market acceptance across multiple product forms including forgings for oil refinement, food processing, pulp and paper, and pharmaceutical industries.
Manufacturing Advances and Technical Breakthroughs
Early production utilized high-frequency induction furnaces with precisely controlled alloying additions. Partial vacuum conditions facilitated carbon removal, provided basic deoxidation, and limited nitrogen ingress. Despite these advances, plate products remained vulnerable to edge cracking defects during processing.
The late 1960s and early 1970s marked a transformative period driven by two critical factors. First, a global nickel shortage dramatically increased austenitic steel prices while offshore oil industry expansion demanded stainless steel materials capable of withstanding aggressive marine environments. Second, revolutionary improvements in steel production technology introduced vacuum oxygen decarburization (VOD) and argon oxygen decarburization (AOD) processes. These techniques enabled production of significantly cleaner steels with extremely low carbon content and precisely controlled nitrogen levels.
The 1970s introduction of continuous casting technology further reduced production costs while enhancing product quality. From 1970 onward, strategic nitrogen additions combined with reduced carbon content substantially improved both corrosion resistance and high-temperature stability of duplex microstructures, particularly in heat-affected zones (HAZ), through austenite phase stabilization.
Modern Duplex Stainless Steel Metallurgy and Processing
Material development inevitably introduces new manufacturing and joining challenges, particularly evident in welding applications where carefully engineered properties can be dramatically altered through localized melting and resolidification processes.
Cooling rate control plays a crucial role in determining ferrite-to-austenite transformation kinetics, directly influencing final phase balance. Rapid cooling rates favor ferrite retention, potentially creating compositions exceeding equilibrium ferrite content. Nitrogen addition provides additional benefits by elevating the temperature at which austenite formation initiates from ferrite, enabling near-equilibrium austenite levels even under relatively rapid cooling conditions.
Contemporary duplex stainless steel formulations incorporate higher nitrogen content, effectively reducing excess ferrite problems in heat-affected zones. Industry demands continue emphasizing increased welding productivity while maintaining parent material properties throughout fabricated structures.
Super Stainless Steel Development
The past two decades witnessed introduction of "super" stainless steel categories. Super-ferritic grades featuring extremely low interstitial levels combined with elevated chromium and molybdenum content demonstrate superior corrosion resistance compared to standard ferritic alternatives. However, despite identifying specific applications, their commercial success remains limited due to fabrication challenges.
Highly alloyed super-austenitic and super-duplex stainless steels offer exceptional corrosion resistance with improved fabricability and weldability compared to ferritic alternatives. These materials have achieved widespread industrial acceptance and represent important engineering alloys in demanding applications. Significant improvements in hot workability and rolling experience have enabled production of wide sheets and coils, expanding their application potential.
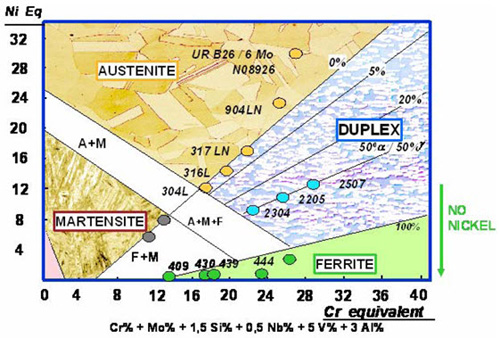
Figure 1: Schaffer diagram showing stainless steel families
Table 1. Typical chemical composition of several stainless steels
| Family | AISI (USA) | EURONORM | Cr | Mo | Ni | Mn | N | Cu | Others | PRE | PREN |
| 300 | 304L | 1.4307 | 18 | 0 | 9 | 1 | 0 | 18 | 18 | ||
| 316L | 1.4401 | 17 | 2 | 11 | 1 | 0 | 24 | 24 | |||
| 904LN | 1.4339 | 20 | 4 | 25 | 1 | 0.1 | 1,5 Cu | 32 | 36 | ||
| DUPLEX | 2101 | 1.4162 | 21 | 0 | 2 | 5 | 0.2 | 21 | 24 | ||
| 2304 | 1.4362 | 23 | 0 | 4 | 1 | 0,13 | 23 | 25 | |||
| 2205 | 1.4462 | 22 | 3 | 6 | 1 | 0,17 | 32 | 35 | |||
| 2507 | 1.4410 | 25 | 3,5 | 7 | 1 | 0,25 | 37 | 41 | |||
| 400 | 430 | 1.4016 | 17 | 0 | 0 | 0 | 0 | 17 | 17 | ||
| 439 | 1.4510 | 17 | 0 | 0 | 0 | 0 | Ti:Nb | 17 | 17 | ||
| 445 | 21 | 0 | 0 | 0 | 0 | Ti.Nb | 20 | 20 | |||
| 434 | 1.4113 | 18 | 1 | 0 | 0 | 0 | Ti:Nb | 22 | 22 | ||
| 444 | 19 | 2 | 0 | 0 | 0 | Ti:Nb | 26 | 26 | |||
| 200 | 201 | 1.4372 | 16,5 | 0 | 5 | 6 | 0,15 | 16 | 18 | ||
| 204 | 15,5 | 0 | 2 | 9 | 0,2 | 15 | 18 | ||||
| 200New | A | NO | 17 | 0 | 4,8 | 3,7 | 2 | 0,12 | 17 | 18 | |
| B | NO | 15 | 0 | 4 | 7 | 1,6 | 0,05 | 15 | 16 | ||
| C | NO | 15 | 0 | 1 | 9 | 1,7 | 0,1 | C=0,1 | 16 | 17 |
Industrial Applications and Market Sectors
Oil and Gas Industry Applications
Lean duplex stainless steels demonstrate extensive utility in oil and gas operations, leveraging their high strength characteristics and exceptional corrosion resistance properties. Subsea applications represent a primary market segment, including flexible flowlines, umbilical tubing systems, subsea manifolds, water injection lines, and downhole chemical injection tubing installations.
Topside applications encompass heat exchangers, separation units, blast and fire protective walls, cable management systems including trays and ladders, pipe support structures, pipe racks, and specialized pipe insulation wrapping systems. These applications capitalize on duplex steels' ability to maintain structural integrity under harsh environmental conditions while providing long-term corrosion resistance.
Chemical Process Industry
The chemical processing sector utilizes duplex stainless steels extensively for critical equipment including chemical reactors, heat exchange systems, distillation columns, and large-capacity storage tanks. These applications require materials capable of withstanding aggressive chemical environments while maintaining structural reliability over extended service periods.
Desalination facilities and power generation installations consume significant quantities of duplex stainless steel materials, particularly in applications involving seawater exposure or high-temperature steam environments. The combination of strength and corrosion resistance makes duplex grades ideal for these demanding applications.
Structural and Architectural Applications
Duplex stainless steels have found increasing acceptance in structural and architectural applications where both aesthetic appeal and long-term durability are essential. These applications range from building facades and roofing systems to structural frameworks requiring minimal maintenance over extended service lives.

Figure 2: Roof construction of the new Doha, Qatar airport, featuring the world's largest stainless steel roof constructed from ATI 2003™ lean duplex stainless steel.

Figure 3: 2205 duplex stainless steel continuous sulfate pulp digester and impregnation tower at Sodra Cell Mönsteras, Sweden.
Conclusion
Lean duplex stainless steels continue evolving as essential engineering materials, combining superior mechanical properties with exceptional corrosion resistance. Their proven performance in demanding applications from subsea oil platforms to architectural structures demonstrates their versatility and reliability. Ongoing metallurgical advances and manufacturing improvements ensure these materials will remain critical for future industrial applications requiring high-performance stainless steel solutions.
Access Precise Properties of Stainless Steels Now!
Total Materia Horizon contains property information for 120,000+ stainless steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.