Shipbuilding Steels: Part Two
Abstract
Non-water cooling and water cooling type TMCP technologies have been developed and applied to meet the requirements of low carbon equivalent, high toughness, high strength steels with excellent weldability. TMCP technology was first developed as a plate manufacturing process and then to shape production.
The mechanical properties of steel can be quite different even in same grade of steel due to minute variations that occur in same type of steel making process. Especially, as ships become larger and operated in low temperature environment, steels are made by TMCP (Thermo-Mechanical Control Process) skill in order to obtain a high strength and low temperature properties.
TMCP manufacturing process is related to the phase transformation. The final phase of TMCP steels contains Bainite portion as the cooling rate is accelerated in steelmaking process. Most normalized steel in class rule before heating mainly consists of ferrite and pearlite. On the contrary, TMCP steel has Bainite phase from austenite in cooling phase. Bainite has yield strength about 500 MPa, which is more than ferrite (but less than martensite). Accordingly, TMCP steels gain a high strength by phase transformation, instead of using chemical elements of high cost.
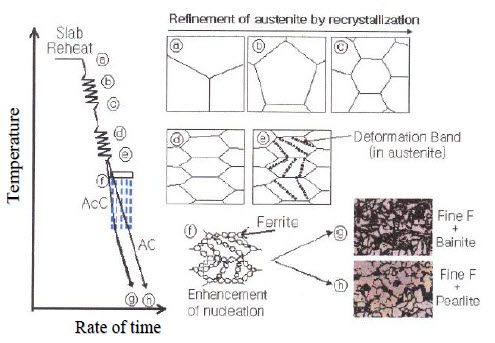
Figure 1: Schematic of CCTD of TMCP steel
Shapes for Shipbuilding
JFE Steel and its group company, NKK BARS &SHAPES (NKBS) have developed products and processes for shapes for use in ship hulls since entering the shape steel business and were the first in Japan to manufacture representative shapes for shipbuilding such as unequal leg and unequal thickness angles (NAB) and bulb plates (BP). JFE Steel has introduced equipment such as an exclusive-use shot blasting device for shapes and developing the first water cooling type TMCP technology for shapes.
Cross-Sectional Classification of Steel Shapes
The main shapes for shipbuilding produced by JFE Steel and NKBS are shown in Table 1, with the line of shape products for including NAB, BP, unequal leg angles (ABS), flat bars (FB), and equal leg angles (AB).
Table 1: Dimensions of shapes for shipbuilding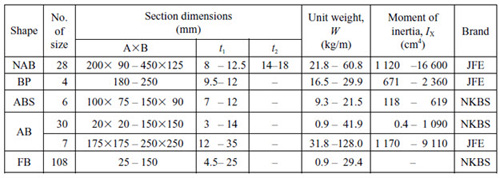
Available Standards
NKBS has received manufacturing certification from major ship class societies for products up to DH36, and JFE Steel is certified for mild steel and high tensile steel up to EH40 applying TMCP technology, as introduced in the following section. JFE Steel has also received certification to manufacture low temperature service steels with guaranteed impact properties at -60°C for use in liquefied gas carriers and similar applications.
Rolling Process for Steel Shapes for Shipbuilding
Because shapes for shipbuilding, as represented by NAB, have an asymmetrical cross-section in the lateral and vertical directions, both the material property design, as mentioned above, and the manufacturing design in the hot rolling process are important. JFE Steel has realized high accuracy caliber rolling with 2-hi rolls by applying FEM analysis in addition to the caliber design technology which the company has accumulated over many years. The forming process in caliber rolling is shown in Figure 2 for NAB as a representative product.
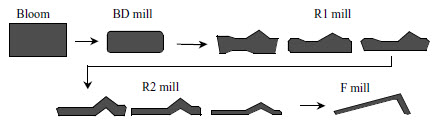
Figure 2: Caliper rolling process of NAB
TMCP for Steel Shapes for Shipbuilding
Non-water cooling and water cooling type TMCP technologies have been developed and applied to meet the requirements of low carbon equivalent, high toughness, high strength steels with excellent weldability. TMCP technology was first developed as a plate manufacturing process.
However, when applied to shape production, the rolling conditions are subject to more difficult restrictions than with plates due to the complexity of the cross-sectional profile of shape steel and features peculiar to rolling with caliber rolls. Examples of these problems include the difficulty of securing homogeneous properties and dimensional shape accuracy in cross-sections containing differing thicknesses and the load capacity limitations of caliber rolls.
Water Cooling Type TMCP for Steel Shapes
In rolling asymmetrical NAB, the temperature of the flange is higher than that of the web during rolling and in finishing due to the cross-sectional profile (the flange is thick, whereas the web is thin). Accordingly, in the TMCP process for NAB, uniform strength properties are obtained through the entire cross-section by securing sufficiently rolling reducing in the low temperature region of austenite and/or in subcritical region for the web and applying accelerated cooling after rolling.
Cooling Equipment for Shape Steel TMCP
The arrangement of the cooling equipment for TMCP for shipbuilding steel shapes is shown in Figure 3. For accelerated cooling after rolling, an OLAC device is installed after the finishing rolling mill, while flange cooling devices are installed in the guides at the intermediate and finishing mills to improve homogeneity in all parts of the product and enhance TMCP efficiency. The respective cooling devices are designed to enable temperature control considering the temperature characteristics of each part of the rolled material.
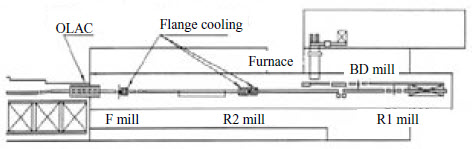
Figure 3: Location of water cooling equipment
Access Precise Properties of Structural Steels Now!
Total Materia Horizon contains property information for 150,000+ structural steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.