Alloyed Tool and Die Steels: A Comprehensive Guide to Industrial Applications
Abstract
Tool steels represent a critical category of specialty steels designed for manufacturing applications requiring exceptional hardness, wear resistance, and cutting performance. This comprehensive guide examines six primary classifications of tool steels: high-speed steels, hot work steels, cold work steels, shock-resisting steels, special purpose steels, and water hardening steels. The article explores advanced metallurgical concepts including non-shrinking steel properties, finishing tool steel applications, and heat treatment processes essential for optimal performance. Special emphasis is placed on high-speed steel evolution, from Mushet's pioneering tungsten-manganese compositions to modern cobalt-enhanced formulations. Understanding these steel classifications and their specific applications enables engineers and manufacturers to select optimal materials for precision tooling, die casting, and industrial cutting operations.
Introduction to Tool Steel Classifications
Tool steels constitute a specialized group of alloy steels engineered to meet demanding industrial applications where conventional carbon steels prove inadequate. According to British Standard BS 4659:1971, these materials are systematically organized into six distinct categories, each optimized for specific operational requirements and working conditions.
The classification system follows American Iron and Steel Institute (AISI) designations with the addition of the prefix "B" for British standards. This nomenclature system ensures consistent identification across international markets, with BTI designating tungsten-based high-speed steels and BMI representing molybdenum grades respectively.
High-Speed Steel Technology and Applications
High-speed steels represent the pinnacle of cutting tool technology, capable of maintaining sharp cutting edges at elevated temperatures and speeds. While these steels demonstrate exceptional performance during heavy cutting operations at high speeds, they exhibit limitations when applied to finishing operations requiring lighter cuts and superior surface quality.
The evolution of high-speed cutting tools traces back to 1860 with Mushet's revolutionary self-hardening tungsten-manganese steel composition. However, the true potential of these materials remained unexplored until 1900, when Taylor and White developed the foundational principles of modern high-speed steel technology. Their breakthrough discovery revealed that chromium addition was essential for optimal performance, and elevated hardening temperatures provided significant benefits.
Modern High-Speed Steel Compositions
Contemporary high-speed steels typically contain 14 to 18 percent tungsten, 3 to 5 percent chromium, and 0.6 percent carbon as primary constituents. Advanced formulations incorporate additional alloying elements to enhance specific performance characteristics. Vanadium additions improve cutting qualities and increase air hardening tendencies, while cobalt additions in "super high-speed" steels elevate the solidus temperature, enabling higher hardening temperatures and increased carbon dissolution.
Table 1. Shear Blade Steel compositions
| Type of Work | C | Cr | V | W |
| Cold shearing for heavy materials | 0,85 | 0,2 | ||
| 0,55 | Mn=0,8 | Mn=0,8 | ||
| Cold shearing for light materials | 1,0 | - | 0,2 | |
| 0,7 | 0,9 | 0,2 | - | |
| 0,6 | 4 | 1 | 18 | |
| 2,2 | 12 | - | - | |
| Shears for hot work | 0,5 | 1,2 | 0,2 | 2 |
| 0,4 | 3,5 | 0,4 | 10 |
Non-Shrinking Steel Technology
Non-shrinking steels address a critical manufacturing challenge by exhibiting minimal volume changes during hardening and tempering processes. These specialized materials are essential for precision tooling applications including master tools, gauges, and dies where dimensional stability is paramount.
The volume stability results from carefully balanced phase transformations that counteract each other during heat treatment. During the pearlitic to austenitic transformation, contraction occurs, while the austenitic to martensitic transformation produces expansion. The final martensitic to sorbitic transformation again results in contraction, creating an overall balanced system.
The most economical non-shrinking steel formulation contains 0.9 percent carbon and approximately 1.7 percent manganese. Superior performance is achieved with a more complex composition: 1.0 percent carbon, 0.95 percent manganese, 0.5 percent tungsten, 0.75 percent chromium, and 0.2 percent vanadium. Both compositions require oil quenching from 780 to 800°C followed by tempering at 224 to 245°C.
Finishing Tool Steel Applications
Finishing tool steels address the specific requirements of precision machining operations where surface quality takes precedence over material removal rates. These specialized steels maintain keen cutting edges significantly longer than conventional carbon steels under similar operating conditions.
The typical finishing tool steel composition includes 1.1 to 1.4 percent carbon, 4 percent tungsten, 0.7 to 1.5 percent chromium, and 0.3 percent vanadium. Heat treatment involves preheating to 650°C, water hardening at 820 to 840°C, and immediate tempering at 150 to 180°C. Annealing is performed at 750°C to achieve optimal machinability.
Tungsten steels containing 1 to 5.5 percent tungsten and 1 to 1.3 percent carbon find extensive application in manufacturing twist drills, taps, milling cutters, and drawing dies. These materials are particularly valuable for specialized operations including gun barrel rifling, cylinder boring, and tube expanding, where continuous cutting without interruption for regrinding is essential.
Cold Work Die Steels
Cold die steels are specifically formulated for room temperature forming operations where high strength and wear resistance are critical. Standard oil-hardening die steels contain 1 percent carbon, 1 percent manganese, 0.3 to 1.6 percent tungsten, and 0.5 percent chromium. These materials are hardened from 800°C and immediately tempered at 170 to 250°C.
High Carbon-Chromium Die Steels
High carbon-chromium steels containing 2 percent carbon and 13 percent chromium offer exceptional oxidation resistance at elevated temperatures combined with high hardness and superior wear properties. These materials are particularly suitable for intricate die sections and applications including blanking dies, coining operations, thread rolling, and drop forging of hard materials.
The martensitic structure forms during air cooling, but carbide precipitation and steel softening can be achieved through controlled slow cooling from 840°C. Heat treatment involves oil quenching from 950°C or air cooling from 1000°C, followed by tempering at 480°C for 2 hours.
Hot Work Tool Steels
Hot work applications demand materials capable of maintaining strength and hardness at elevated temperatures while resisting thermal shock and oxidation. High tungsten-chromium steels represent the optimal choice for most hot work applications, excluding situations where scaling or oxidation resistance is the primary concern.
A typical hot work steel composition includes 0.3 percent carbon, 0.3 percent manganese, 10 percent tungsten, 3 percent chromium, 0.3 percent vanadium, and 0.3 percent molybdenum. Heat treatment involves oil quenching from 1150°C, tempering at 570°C, and annealing at 850°C.
These steels find extensive application in hot-drawing operations, hot-forging processes, extrusion dies, and die casting applications for aluminum, brass, and zinc alloys. Die casting operations present particular challenges due to surface cracking caused by cyclic expansion and contraction, aggravated by erosive action from molten metals.
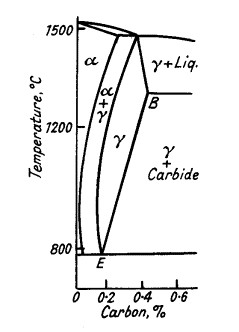
Figure 1: Section of the Fe-W-C equilibrium diagram at 25% tungsten
Advanced Heat Treatment Processes
Annealing Procedures
High-speed steels require careful annealing to achieve optimal machinability and prepare the microstructure for subsequent hardening operations. Annealing is performed at 850°C for approximately four hours, followed by slow cooling under protective atmosphere to prevent oxidation.
Following forging operations, tools should be heated to 680°C for one hour and air cooled before hardening to minimize fracture risk. The properly annealed structure consists of carbide globules uniformly distributed in a fine pearlitic matrix.
Hardening Methodology
The hardening process for high-speed steels requires precise temperature control and rapid heating to achieve optimal performance. Austenite formation begins at approximately 800°C but initially contains only 0.2 percent carbon. Quenching from this temperature produces martensite with limited advantages over carbon tool steels.
Maximum cutting efficiency requires dissolution of sufficient carbon and alloying elements in the austenite, necessitating temperatures approaching fusion, typically 1150 to 1350°C. Grain growth and oxidation occur rapidly at these elevated temperatures, requiring careful preheating to 850°C followed by rapid heating to hardening temperature and immediate quenching in oil or air blast cooling.
Tempering Processes
High-speed steels quenched from elevated temperatures contain substantial retained austenite, which is softer than martensite. This retained austenite decomposes during tempering or through sub-zero cooling to -80°C. Multiple tempering cycles often prove more effective than single extended treatments.
Tempering at 350 to 400°C slightly reduces hardness while increasing toughness. The phenomenon of secondary hardening occurs during tempering at 400 to 600°C, frequently producing hardness values exceeding those achieved by quenching alone. This unique characteristic results from the precipitation of fine carbides that strengthen the martensitic matrix.
Specialized Applications and Emerging Technologies
Drop Forging Die Steels
Drop forging applications require standardized die block steels categorized into four distinct types based on their alloy content and hardness requirements. These range from simple 0.6 percent carbon steel to complex formulations containing 1.5 percent nickel, 0.7 percent chromium, 0.6 percent carbon, and 0.25 percent molybdenum.
Hardness specifications vary according to application requirements, ranging from 425 to 455 HB for dies with shallow impressions to 298 to 355 HB for very large forging operations. This hardness variation accommodates the different stress conditions and deformation requirements encountered in various forging applications.
Advanced Alloy Systems
Modern developments include molybdenum-containing steels with titanium and zirconium additions (0.5% Ti + 0.08% Zr) for critical die casting and extrusion applications. These materials exhibit high thermal conductivity, exceptional resistance to thermal shock, and superior resistance to attack by molten metals, often eliminating the need for heat treatment.
Nimonic 80A and 90 superalloys have demonstrated satisfactory performance for specialized die and insert applications where extreme temperature resistance is required. These materials represent the cutting edge of high-temperature tooling technology.
Conclusion
The selection and application of appropriate tool and die steels requires comprehensive understanding of material properties, heat treatment processes, and specific application requirements. From the foundational high-speed steels developed over a century ago to modern superalloy systems, continuous advancement in metallurgical science enables increasingly demanding manufacturing applications.
Success in tool steel applications depends on matching material properties to operational requirements, implementing proper heat treatment procedures, and maintaining dimensional stability throughout the manufacturing process. As industrial demands continue to evolve, tool steel technology will undoubtedly advance to meet new challenges in precision manufacturing and high-performance cutting applications.
Access Precise Properties of Tool Steels Now!
Total Materia Horizon contains property information for thousands of tool steels: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.