Properties and Applications of Titanium - 6% Aluminum - 4% Vanadium Alloy
Abstract
Ti-6Al-4V is a versatile alpha+beta titanium alloy containing 6% aluminum and 4% vanadium that offers exceptional mechanical properties and corrosion resistance. This comprehensive review examines its chemical composition, mechanical characteristics, processing methods, and diverse applications. With tensile strengths of 1000-1100 MPa in annealed condition and excellent creep resistance up to 300°C, Ti-6Al-4V demonstrates superior fatigue performance and fracture toughness. The alloy's outstanding workability through forging, forming, and welding, combined with its biocompatibility, has led to widespread adoption in aerospace, medical, marine, and industrial applications, establishing it as one of the most thoroughly evaluated and widely utilized titanium alloys.
Introduction to Ti-6Al-4V Properties
Titanium alloy Ti-6Al-4V is an alpha+beta alloy containing 6% aluminum and 4% vanadium. The aluminum stabilizes and strengthens the alpha phase, raising the beta-transus temperature while reducing the alloy's density. Vanadium, a beta stabilizer, provides a greater amount of the more ductile beta phase during hot working, enhancing formability.
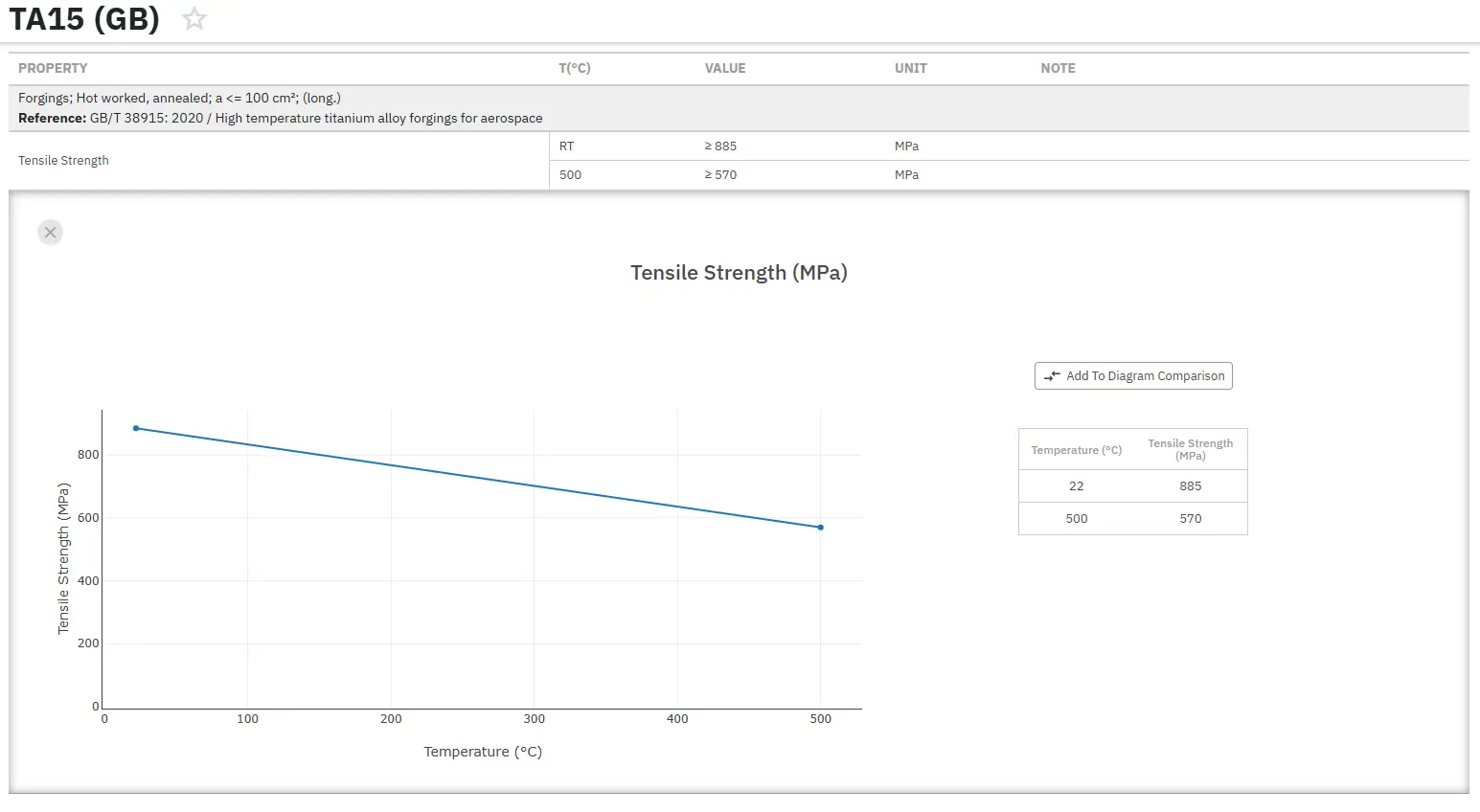
This alloy exhibits excellent tensile properties at room temperature, with annealed material typically achieving tensile strengths of 1000-1100 MPa (145-160 ksi). It maintains useful creep resistance up to 300°C of approximately 570 MPa (83 ksi) for 0-1% total plastic strain in 100 hours. Heat treatment can provide a guaranteed minimum tensile strength of 1100 MPa (160 ksi), making it suitable for applications such as springs, bolts, and other fasteners.
The resistance to fatigue and crack propagation is exceptional, and like most titanium alloys, Ti-6Al-4V demonstrates outstanding resistance to corrosion in most natural and many industrial environments. Its density of 4.0-4.2 g/cm³ is even lower than that of pure titanium, offering excellent strength-to-weight ratios. The alloy can be readily formed, forged, and welded using various methods.
Table 1. Chemical composition of Ti-6Al-4V
| Element | Al | V | Fe | H2 | Ti |
| Wt% | 5,5-6,75 | 3,5-4,5 | 0,30 max | 0.0125 max | Remainder |
Processing Methods and Heat Treatment
Forging Characteristics
The beta transus temperature of Ti-6Al-4V is higher than many other titanium alloys, allowing somewhat higher forging temperatures. To achieve optimal strength and ductility, it's necessary to carry out at least a 4:1 reduction in the alpha+beta field. The maximum temperature during preheating and forging should not exceed 975°C, with a recommended preheating temperature of 950°C to prevent internal overheating during rapid forging.
For initial processing of large or complex pieces, higher temperatures may be permissible in early stages. Some non-critical components can even be beta-forged to finished shape with relatively little loss of strength, ductility, or fatigue resistance. Oxidation becomes progressively more severe as temperature increases, so time and temperature should be minimized. A heating time of 1 hour per 50 mm of section is typically adequate with sufficient furnace capacity.
Forming Techniques
One significant advantage of Ti-6Al-4V is its availability in sheet and plate forms as well as rod, bar, and billet. This versatility enables sheet-metal fabrications or composite sheet/forging assemblies. At room temperature, forming is limited by its minimum bend radius of 5t and the relatively narrow proof/tensile gap. Both characteristics improve with moderate heating, with temperatures up to 700°C commonly used for warm-working the alloy, reducing spring-back and improving dimensional accuracy.
Fine-grained Ti-6Al-4V sheet can be superplastically formed, yielding very high elongations, tight radii, and negligible springback. The process requires temperatures of 900-950°C, with pressures and times similar to those needed for diffusion bonding. Combining these processes allows for the creation of very complex parts, though specialized equipment with metal tools featuring integral heaters and means for evacuating die cavities and applying argon gas pressure is typically required.
Heat Treatment Options
Most Ti-6Al-4V applications utilize the alloy in the annealed state. Standard heat treatment specified in British Standards involves heating to 700°C followed by air cooling to room temperature. For sheet, soaking for 20 minutes at temperature is sufficient, while rod or forgings typically require 1 hour per 25 mm of section with a minimum time of 1 hour. This annealing temperature provides an optimal balance of softening with minimal oxidation.
Higher annealing temperatures of 850-900°C provide maximum ductility and proof-stress/tensile-strength gap, but with increased oxidation risk. For optimized disc-quality material, the recommended heat treatment is 960°C with water quenching, followed by annealing at 700°C. This process aims to achieve a structure containing 15-45% retained alpha.
Stress relieving of complex fabrications can often be accomplished at lower temperatures, such as 500°C or 600°C, with 1 hour at 600°C generally sufficient. The stress-relieving treatment can simultaneously serve as an aging treatment if the part has previously undergone higher-temperature solution treatment.
Small sections like bolts and fasteners can be strengthened by heat treating high in the alpha+beta field, followed by water quenching and controlled aging. This transformation produces a martensitic structure that responds well to aging, providing significant strength increases while avoiding excessive contamination and grain growth issues encountered at higher temperatures.
Mechanical Properties and Performance
Room Temperature and Elevated Temperature Behavior
Various forms of Ti-6Al-4V (rod, bar, billet) are typically sold as forging stock in the hot-rolled or forged condition. The specified properties are guaranteed only after annealing at 700°C, with material exceeding 150 mm ruling section potentially tested on an upset-forged and annealed slice.
The properties of Ti-6Al-4V vary smoothly across a wide temperature range from -196°C to 750°C. While it maintains useful short-term properties up to 500°C, its longer-term performance typically limits practical application to 300°C, as indicated by stress-rupture and creep curves.
Fatigue and Fracture Properties
Ti-6Al-4V demonstrates excellent fatigue resistance. Rotating bending fatigue tests on specimens from 20 mm annealed rod have shown lives exceeding 10⁷ cycles at ±560 MPa (81 ksi). Larger 60 mm diameter bar samples yield slightly lower values of ±430 MPa (62 ksi) on smooth specimens, both plain and after anodizing. Notched specimens (Kₜ = 2.7) showed values of ±230 and 210 MPa (33 and 30 ksi) respectively.
Direct-stress zero minimum fatigue tests on 25 mm diameter bar provided fatigue limits of 690 MPa (100 ksi) on smooth specimens and 260 MPa (39 ksi) on notched specimens (Kₜ = 3)
The alloy also exhibits good fracture toughness, as demonstrated by tests on 75 mm diameter bar.
Table 2. Effect of heat treatment on tensile and fracture toughness properties of 75 mm diameter bar
| Heat treatment | 0-2% proof stress Mpa |
Tensile strength Mpa |
Elongation on 50 mm % |
Reduction in area % |
Fracture toughness MPa√m |
| Annealed 2 h/700°C |
890 | 980 | 17 | 39 | 84 |
| 1h/900°C.WQ+8h/500°C | 970 | 1080 | 16 | 42 | 69 |
| 1h/960°C.WQ+2h/700°C | 950 | 1030 | 14 | 37 | 57 |
Welding Performance
Ti-6Al-4V demonstrates excellent weldability, particularly with electron-beam welding techniques. This method has been widely adopted for critical components such as center wing-boxes for the Tornado aircraft, Concorde engine thrust struts, and Rolls-Royce Gem engine spool assemblies.
The alloy is also readily joined by flash-butt welding, a process widely used in engine ring manufacturing. Hardness surveys typically show small peaks on either side of the weld in as-welded condition, but these typically disappear after heat treatment.
While Ti-6Al-4V can be joined using tungsten-inert-gas (TIG) welding, it is less ideal for this process. Although tensile strength remains largely unchanged, tensile elongation of TIG-welded 1.6 mm sheet measured over 50 mm can drop from 14% to 5%. Post-weld heat treatment in the 700-800°C range improves ductility but may cause surface oxidation and distortion of sheet-based structures.
Applications Across Industries
Ti-6Al-4V is one of the most thoroughly evaluated titanium alloys and has been implemented in an extensive range of finished parts. Originally developed for the aircraft industry, it has found widespread use in sheet fabrications, brackets, and fasteners where lightweight construction and high strength are essential.
Aerospace Applications
The alloy's excellent forgeability and strength at moderate temperatures have led to extensive use in gas turbine engines as compressor blades and discs, and as fan blades in modern turbofan engines. New cost-effective and weight-saving components for both airframes and engines are continuously being developed using superplastic forming and diffusion bonding processes, for which Ti-6Al-4V is particularly well-suited.
Industrial and Marine Uses
Beyond aerospace, Ti-6Al-4V has found applications in steam turbine blades and lacing wire, axial and radial-flow gas compressor discs, corrosion-resistant springs, and data logging capsules for oil and mineral exploration.
The alloy is also employed in reciprocating and rotating parts such as compressor valve plates, internal combustion engine connecting rods, rocker arms, valve springs and retaining caps, road springs and drive shafts for racing cars, and rotors for centrifuges and ultracentrifuges.
Marine applications include armament, sonar equipment, deep-submergence components, hydrofoils, telephone cable repeater station capsules, and various other specialized uses.
Biomedical Applications
A growing use of Ti-6Al-4V is in biomedical implants. Its excellent biocompatibility and good fatigue strength in body fluids make it ideal for hip and knee joint replacements, bone screws, and other surgical devices, establishing it as a material of choice in the medical field.
Conclusion
Although Ti-6Al-4V is one of the earliest developed titanium alloys, its unique combination of properties continues to drive new applications. Its exceptional strength-to-weight ratio, corrosion resistance, biocompatibility, and formability make it a versatile material for demanding applications across aerospace, medical, industrial, and marine sectors. As manufacturing techniques continue to evolve, particularly in areas like superplastic forming and additive manufacturing, Ti-6Al-4V remains at the forefront of advanced materials engineering.
Access Precise Properties of Titanium Alloys Now!
Total Materia Horizon contains property information for thousands of titanium alloys: composition, mechanical and physical properties on various temperatures, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.