The Water-Atomizing Process: Part One
Abstract
Water atomization has emerged as a dominant commercial technology for producing metal powders with fine particle distributions. This cost-effective process involves breaking molten metal streams using high-pressure water jets, resulting in rapid solidification into granules or powder. The technology offers significant advantages over traditional methods like crushing and grinding, including lower costs, pre-alloying capabilities, and minimal maintenance requirements. This article examines the principles, applications, and technical specifications of water atomization, with particular focus on its use in producing iron and copper powders for various industrial applications.
Introduction to Water Atomization Technology
Water atomization represents the most commercially significant process for large-scale metal powder production today. This high-pressure technique has proven to be economically advantageous and technically efficient for producing fine particle size distributions across various metals, including iron, stainless steel, and low-alloy metal powders. Despite previous limitations regarding particle shape, tap density, and surface oxidation, refinements in the technology have brought water atomized powder properties closer to those achieved through gas atomization.
The process is versatile enough to be applied to any meltable metal and is commercially implemented for producing powders from iron, copper, tool steels, alloy steels, brass, bronze, and lower-melting-point metals such as aluminum, tin, lead, zinc, and cadmium.
Figure 1: Iron and copper powders produced through water atomization
Water Atomization Process Principles
The fundamental process involves directing high-pressure water jets at a stream of molten metal. This interaction breaks the metal into droplets that rapidly solidify into either granules (>1 mm) or powder (<1 mm), depending on the metal alloy composition and the water pressure applied. Classical granulation typically employs pressures of 2–5 bars (200–500 kPa), producing granules in the 1–10 mm range. This approach can accommodate substantial flow rates, reaching tons per minute, with relatively modest pumping costs.
For finer powder production, higher pressures are required, as median particle size correlates inversely with pressure. This necessitates more controlled streams, typically utilizing a tundish arrangement rather than a launder as in many granulators. The process operates at more moderate flow rates, using nozzles ranging from 3 mm to 30 mm in diameter to achieve flow rates from 5 kg/min to approximately 500 kg/min (up to 30 t/h). Pressure requirements vary from 20 bars for coarser powders (around 0.3 mm) to 200 bars for finer powders (approximately 50 μm). It's worth noting that certain elements in the melt, such as sulfur, can significantly reduce the required pressure by decreasing melt surface tension.
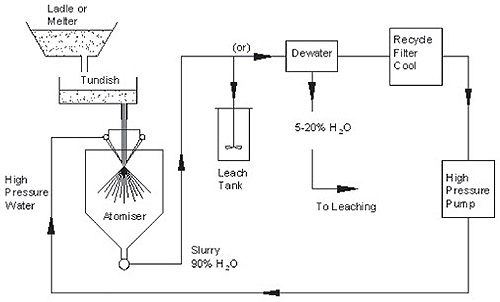
Figure 2: The process flow of water atomization systems
Industrial Applications and Production Scale
Water atomization has been a cornerstone in iron and steel powder production since the 1950s, following its development for copper powders in the 1930s. Using high-purity Fe-0.1–0.3%C melts and pressures of approximately 100 bars (10 MPa), manufacturers can readily achieve median particle sizes of 50–100 μm. Today, this method produces approximately 80% of the world's iron powder, totaling about 1 Mt/a, typically using ladle sizes from 30 to 110 tons and atomizing at rates of 10–50 t/h.
Atomizing Systems Ltd (ASL) has extensive experience in supplying atomizers for diverse metals, from precious metals like silver, gold, platinum, and rhodium to industrial metals such as nickel, cobalt, and iron alloys. The company has collaborated with Bateman Engineering Projects on the Chambishi project, applying atomization to an Fe-Cu-Co alloy for hydrometallurgical refining. In total, ASL has supplied equipment for 11 projects focused on atomizing in metal refining applications. Client requirements have ranged from particles smaller than 50 μm to sub-millimeter sizes, with operating pressures varying from 500 bar (50 MPa) to 20 bar (2 MPa).
When compared to traditional crushing and grinding methods, water atomization offers the significant advantage of having minimal wearing parts. The water jets perform the primary work, resulting in modest maintenance costs. Generally, the cost of atomization is substantially lower than the cost of melting, particularly when drying the product isn't necessary, as is typically the case for leaching feeds.
Technical Specifications and Properties
Typical specifications and size distribution of copper powder are given in Tables 1 and 2 below.
Table 1. Properties of water atomized powder
| Composition (by weight %) | Particle shape | Apparent density (g/cm3) | Oxygen (ppm) | Surface area |
| Min 99.9 | Irregular spherical | 2.7 | < 800 | low |
Table 2. Approximate particle size distribution %
| +100 | -100+150 | -150+200 | -200 |
| Trace | 5 | 10 | 85 |
Applications of Water Atomized Metal Powders
Water atomized metal powders find applications across numerous industries:
- Chemical Industries
- Sintering Industries
- Metallurgical Engineering
- Moulds Manufacturing
- Pigments Paste and Flakes
- Flames and Plasma Spraying
- Pyrotechnics
- Diamond Tools
- Refractory Industry
- Brake and Friction linings
- Soldering and Brazing Industry
- Metal Blasting
- Flux Cored Wire
Find Instantly Precise Compositions of Materials!
Total Materia Horizon contains chemical compositions of hundreds of thousands materials and substances, as well as their mechanical and physical properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.