Tungsten Heavy Alloys
Abstract
Tungsten heavy alloys (WHAs) combine tungsten's exceptional density with improved manufacturability through powder metallurgy techniques. These materials offer densities approaching pure tungsten (17.0-19.0 g/cc) while avoiding its extreme processing temperatures. Produced via liquid phase sintering, WHAs exhibit excellent mechanical properties with a distinctive spheroidized microstructure of tungsten particles in a ductile metal matrix. Their unique combination of high density, machinability, strength, and radiation resistance makes them ideal for counterweights, radiation shielding, and specialized industrial applications. WHAs present significant advantages over alternative high-density materials like lead (toxic, lower density) and depleted uranium (radioactive, requires special handling).
Introduction to Tungsten Properties
The name "tungsten" derives from the Swedish term meaning "heavy stone." Tungsten has been assigned the chemical symbol W after its German name wolfram. Among all metals, tungsten possesses the highest melting point at 3410°C (6170°F), making conventional manufacturing techniques used for common metals impractical for pure tungsten processing.
Specialized methods have been developed to process pure tungsten into rod, sheet, and wire for various high-temperature applications, including incandescent lamp filaments, TIG welding electrodes, and high-temperature heat shielding components.
Another remarkable property of tungsten is its exceptionally high density of 19.3 g/cc (0.70 lbs/in³). This high gravimetric density, combined with its high radiographic density, makes tungsten an ideal material for shielding or collimating energetic x-ray and gamma radiation. For such applications, tungsten is commonly alloyed to avoid the extremely high processing temperatures that would otherwise be required to melt and cast the pure metal.
Manufacturing Process of Tungsten Heavy Alloys
Tungsten heavy alloys (WHAs) are produced through a powder metallurgy (P/M) technique known as liquid phase sintering (LPS). This process creates completely dense, fully alloyed parts from pressed metal powders at temperatures less than half the melting point of pure tungsten. Unlike sintered steel and copper alloy parts that often contain significant residual porosity requiring polymeric infiltrants to seal, sintered WHAs have a nonporous surface.
WHA parts are manufactured from very fine, high-purity metal powders – typically tungsten, nickel, and iron. The manufacturing process follows these key steps:
- The blended metal powder is compacted under high pressure (up to 30 ksi) to form a shape close to the final part geometry.
- This near-net-shape forming approach eliminates excess material and reduces the time and energy needed to remove unwanted stock.
- Pressed parts undergo high-temperature sintering in hydrogen, which reduces metal oxides and provides a clean, active surface on each small metal particle.
- As temperature increases, chemical diffusion occurs between particles, with neck growth between particles driving pore elimination and part densification.
- The pressed section shrinks uniformly, with approximately 20% linear shrinkage (about 50% volumetric shrinkage) being typical.
- Once the temperature is high enough to form the liquid phase, remaining densification occurs rapidly as the alloy assumes a "spheroidized" microstructure through a mechanism known as Ostwald Ripening.
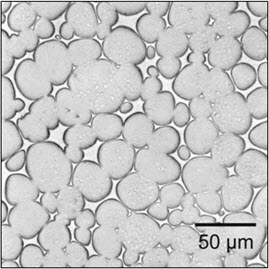
Figure 1: WHA "spheroidized" typical microstructure of tungsten heavy alloys with tungsten spheroids in a metal matrix
The sintered structure of common commercial WHAs is two-phase, consisting of a linked network of tungsten spheroids contained in a ductile matrix phase. The spheroidized microstructure shown in Figure 1 is typical for most commercial WHA products. The rounded phase (approximately 30-60 μm in diameter) is essentially pure tungsten, surrounded by a metallic nickel-iron binder phase containing some dissolved tungsten. This structure provides maximum mechanical properties for a given alloy composition.
Properties and Advantages of Tungsten Heavy Alloys
WHAs provide a unique combination of density, mechanical strength, machinability, corrosion resistance, and economic value. They offer excellent radiation resistance, thermal and electrical conductivity, and corrosion resistance while remaining machinable. These versatile materials provide distinct advantages when compared to alternative high-density materials, as shown in Table 1.
Table 1. Compared properties of high-density materials - Table comparing WHA, Lead, and Uranium across properties including density, strength, machinability, toxicity, radioactivity, and cost
| Material | Density (g/cc) |
Tensile Strength |
Stiffness | Machin- ability |
Toxicity | Radio- activity |
Cost |
| WHA | 17.0 -19.0 | moderate | high | excellent | low | none | moderate |
| Lead | max 11.4 | very low | very low | very low | high | none | low |
| Uranium | 18.7-18.9 | moderate | medium | special | high | present | high |
As evident from this data, WHAs overcome the toxicity, deformability, and inferior density of lead and its alloys. They can provide equivalent density to depleted uranium (DU) without the special machining considerations (necessary due to DU's pyrophoricity) and licensing requirements for a radioactive substance. WHA is therefore truly the material of choice for high-density applications, providing designers with extensive design flexibility.
Applications and Grade Selection
Tungsten heavy alloys are widely used for counterweights, inertial masses, radiation shielding, sporting goods, and ordnance products. Tables 2 and 3 show the field of application and properties of various tungsten heavy alloy grades.
Table 2. Tungsten Heavy Alloy Grade Application Guide
| Grade | Application |
| HA170 | HA 170 is the most ductile and readily machinable grade in the tungsten heavy alloy family. Common application areas include counterbalancing and inertial damping weights for the aviation and aerospace industries, crankshafts and chassis weights for auto racing, bucking bars for rivet setting, and radiation shielding. |
| HA175 | HA175 is commonly used to produce chatter-resistant boring bars, grinding quills, and tool shanks as well as radiation shielding components. |
| HA180 | HA180 is often applied where size is a factor in the placement of balance or ballast weights. Other applications include radiation shields and collimators of x-ray or gamma ray beams. |
| HA185 | The densest of the the Ni-Fe binder alloys, HA185 is the preferred grade for radiation shielding in the medical imaging industry. |
| HA170C | Employing copper as a substitute for iron in the binder phase, HA170C is nonmagnetic and ideal for radiation shielding where the shield is in close proximity to a magnetic field. |
| HA180C | HA180C is a denser version of HA170C that offers somewhat greater shielding efficiency in situations where large shields in a nonmagnetic alloy are needed. |
Table 3. Tungsten Heavy Alloy Grade Properties
| FCC Grade | HA170 | HA175 | HA180 | HA185 | HA170C | HA180C |
| Matrix (wt.%) | 90.0%W | 92.5%W | 95.0%W | 97.0%W | 90.0%W | 95.0%W |
| Binder | 10.0%Ni-Fe | 7.5%Ni-Fe | 5.0%Ni-Fe | 3.0%Ni-Fe | 10.0%Ni-Fe | 5.0%Ni-Fe |
| MIL-T-21014RevD | Class 1 | Class 2 | Class 3 | Class 4 | Class 1 | Class 3 |
| SAE-AMS-T-21014 | Class 1 | Class 2 | Class 3 | Class 4 | Class 1 | Class 3 |
| ASTM B777-07 | Class 1 | Class 2 | Class 3 | Class 4 | Class 1 | Class 3 |
| AMS 7725C | 7725C | - | - | - | - | - |
| Nominal Density (g/cm3) |
17.0 | 17.5 | 18.0 | 18.5 | 17.0 | 18.0 |
| Nominal Density (lb/in3) |
0.614 | 0.632 | 0.650 | 0.668 | 0.614 | 0.650 |
| Typical Hardness (Rc) |
26 | 26 | 28 | 30 | 26 | 28 |
| Ultimate Tensile Strength-Min (psi) |
110,000 | 110,000 | 105,000 | 100,000 | 94,000 | 94,000 |
| 0.2% Offset Yield Strength-Min (psi) |
75,000 | 75,000 | 75,000 | 75,000 | 75,000 | 75,000 |
| Magnetic Characteristics |
Slightly magnetic |
Slightly magnetic |
Slightly magnetic |
Slightly magnetic |
Nonmagnetic | Nonmagnetic |
Each grade offers specific advantages for particular applications:
- HA170 provides maximum ductility and machinability, making it ideal for aviation and aerospace counterweights
- HA185 offers the highest density among nickel-iron binder alloys, preferred for medical imaging radiation shielding
- Copper-containing grades (HA170C, HA180C) provide non-magnetic alternatives for specialized shielding applications
Conclusion
Tungsten heavy alloys represent an optimal solution for high-density material requirements across numerous industries. Their unique combination of physical and mechanical properties, coupled with relatively straightforward manufacturing processes, positions WHAs as superior alternatives to both lead and depleted uranium for many technical applications. The variety of available grades allows engineers to select the precise formulation needed for specific performance requirements, from radiation shielding to precision counterweights and beyond.
Find Instantly Precise Properties of Refractory Metals!
Total Materia Horizon contains property information for thousands of refractory alloys: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.