Electromagnetic Casting Process
Abstract
Electromagnetic centrifugal casting (EMCC) is a technology by which centrifugal casting is accomplished within a superposed magnetic field. Its application brings sounded advantages in the fabrication of pipes or tubes.
When melt rotates in a magnetic field, Lorentz force, resulting from the interaction of fluid motion and the magnetic field, leads to electromagnetic stirring (EMS), which greatly influences solidification features of materials. Thus, solidification in such cases is associated with both centrifugal and electromagnetic fields.
As one of the most promising technologies in engineering, electromagnetic processing of materials has found extensive application in industry. Apart from the electromagnetic brake (EMBR), an important purpose of applying a DC magnetic field to casting or foundry is inducing fluid flow.
Electromagnetic centrifugal casting (EMCC) is a technology by which centrifugal casting is accomplished within a superposed magnetic field. Its application brings sounded advantages in the fabrication of pipes or tubes. When melt rotates in a magnetic field, Lorentz force, resulting from the interaction of fluid motion and the magnetic field, leads to electromagnetic stirring (EMS), which greatly influences solidification features of materials. Thus, solidification in such cases is associated with both centrifugal and electromagnetic fields. As a new method, many of its problems may be attributed to a lack of fundamental research.
Horizontal Centrifugal Casting is used to cast pieces having an axis of revolution. The technique uses the centrifugal force generated by a rotating cylindrical mold to throw the molten metal against the mold wall and form the desired shape.
The first patent on a centrifugal casting process was obtained in England in 1809. The first industrial use of the process was in 1848 in Baltimore, when centrifugal casting was used to produce cast iron pipes. In the 1890's, the principles for liquids in rotation around an axis were already known and proved. They were then extended to liquid metals, and the mathematical theory of centrifugal casting was developed in the early 1920s.
A horizontal centrifugal casting machine must be able to perform four operations accurately and with repeatability:
- The mold must rotate at a predetermined speed
- There must be a mean to pour the molten metal into the rotating mold
- Once the metal is poured, the proper solidification rate must be established in the mold
- There must be a mean of extracting the solidified casting from the mold.
Many variations of horizontal centrifugal casting machine are in use. Details may vary; for example, there are different types of drive systems, carrying rollers, and so on.
There are essentially two basic types of centrifugal casting machines: the horizontal type, which rotates about a horizontal axis, and the vertical type, which rotates about a vertical axis. Horizontal centrifugal casting machines are generally used to make pipe, tubes, bushings, cylinder sleeves (liners), and cylindrical or tubular castings that are simple in shape. The range of application of vertical centrifugal casting machines is considerably wider. Castings that are not cylindrical, or even symmetrical, can be made using vertical centrifugal casting.
The centrifugal casting process uses rotating molds to feed molten metal uniformly into the mold cavity. Directional solidification provides for clean, dense castings with physical proper ties that are often superior to those of the static casting processes.
Al-Cu Eutectic Alloy Solidified in the Electromagnetic Centrifugal Casting Process
The further description is focused on the solidification of Al- 33.4 wt pct Cu, an alloy with eutectic composition. After being superheated up to 150 and 250 K, respectively, the alloy melt was poured into the rotating mold and solidified into pipe samples.
In order to reveal the effects of casting parameters, a DC magnetic field was herein employed with the intensity varied from 0 through 0.23 Tesla; and the mold was rotated at 1200 and 2000 rpm respectively. All the samples were cast into 80 mm in outer diameter. 100 mm in length, and 18 mm in thickness, these dimensions being controlled by pouring melt of identical weight into the mold. The as-cast structures on the cross sections of the pipes were examined, and the radial macro segregation was measured, via electron microprobe with a scanning diameter as large as 0.1 mm.
The as-cast macrostructures solidified in EMCC processes consists of a fine chill zone and a coarse columnar zone. However, applying a magnetic field brings about remarkable changes in macromorphology. The chill zone and the original columnar structure have been reduced and even eliminated when the intensity of the magnetic field was increased; the coarse columnar structure is transformed into the equiaxed. Meanwhile, fine columnar structure forms in the outer region.
An increase of magnetic field intensity results in refinement of the generated equiaxed structure. It is worth noting that the thickness of the generated equiaxed zone is not uniform, which possibly results from the nonuniform flow in solidification, and that employing a magnetic field with higher magnetic intensity leads to higher porosity in the inner regions of the samples.
The macrostructural features are related to melt flow, which is determined by the body forces, including centrifugal force (ƒc), gravity (ƒg), and Lorentz force (fe). These forces are depicted in Figure1. According to Maxwell equations and Ohm's law, the Lorentz force is written as
ƒe= j x B= σ(-ΔΦe + V +B) x B
Here, the gradient of electrostatic potential can be assumed as zero. In estimation of the Lorentz force, the radial and axial components of flow velocity should be negligibly small compared with the tangential component because of the EMBR effect of the DC magnetic field.
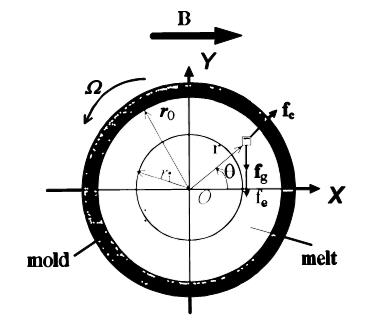
Figure 1: The body forces on the melt rotating in a constant magnetic field
It is evident that fluid flow in solidification leads to eutectic coarsening and morphological transitions of eutectic and proeutectic growth. The eutectic coarsening caused by convection has been reported by several authors, and the interphase spacing has proved to be the function of both growth rate and flow velocity. Thus, the interphase spacing in outer regions is little dependent on magnetic field strength due to a high local solidification rate. However, the effects of flow velocity are considerable in the central region, since the crystal growth rate is low; the structure in this region is coarsened dramatically with the external magnetic field intensified.
Electromagnetic stirring leads to fragmentation of solidified alloy and especially promotes separation of the eutectic phases. Among these solid fragments, α-Al is less dense than the melt and tends to migrate inward, while CuAl2 is more dense and floats outward in the centrifugal field; then, copper is enriched in the outer region in this way.
The EMS plays a key role in enhancement of macrosegregation, which may be related to the floatation of solid fragments in liquid. It is found that the maximum macro-segregation occurs in the samples when a moderate magnetic field is applied, but as for the high intensity of the magnetic field, the segregation seems less severe; this phenomenon can be observed in both the cases of 1200 and 2000 rpm. Although the physical mechanism is not yet clear, it is possible that the EMBR effect of a sufficiently high DC magnetic field can suppress radial movement of the solid fragments and, thus, decrease the segregation magnitude.
In summary, EMS effectively influences the structure and segregation of the binary AI-CuAl2 system solidified in centrifugal casting. The macrostructure is refined by forming equiaxed grains in the inner regions and columnar structure in the outer zones of the samples. The EMS promotes the structural transition of eutectic from lamellae to rods and then to blocks as the magnetic field is intensified. Meanwhile, EMS enhanced macrosegregation to some extent in the eutectic alloy.
Electromagnetic Casting Processing - Magnetohydrodynamic (MHD) casting of materials has found extensive application in industry. The industrial application of semisolid metalworking to metal parts used in military, aerospace, automotive, or other high quality or safety-critical applications demands integrity of the materials. Equivalence to the materials used in the conventionally cast or forged parts is a minimum specification. The MHD caster was developed to meet these requirements. The development of this equipment recognized the need for the exclusion of gases, oxides, and nonmetallic inclusions and the avoidance of other discontinuities. It also showed that there is an important relationship between the stirring shear rate and the solidification rate, and this relationship determines the type of semisolid metalworking microstructure that is generated.
Today, MHD casting systems are installed in the primary aluminum plants of one company on both vertical and horizontal continuous casters, producing a variety of fine-grain semisolid metalworking aluminum alloys from 38 to 152 mm (1.5 to 6 in.) in diameter. The MHD equipment is essentially superimposed on the mature direct chill casting technology. The MHD bar, therefore, benefits from superior metal quality, which is now routinely achieved while generating the high-quality semisolid metalworking microstructure at competitive casting rates.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.