Ballistic Protection Efficiency of Aluminum Alloys
Abstract
Generally, the basic aim of armoring is to ensure maximum ballistic protection against high velocity projectiles of different type and armor-piercing (AP) ammunition. The combinations of extremely hard metallic and non-metallic materials offer effective ballistic protection. Composite armoring materials are two-layered and multi-layered combinations of aluminum, steel, titanium, ceramics, epoxy/glass composite, resins etc.
Firepower, mobility and ballistic protection are three basic components characterizing combat readiness of armed forces, and the balance between these three fundamental requirements has to be taken into account during development of weaponry and military equipment.
Generally, the basic aim of armoring is to ensure maximum ballistic protection against high velocity projectiles of different type and armor-piercing (AP) ammunition. The combinations of extremely hard metallic and non-metallic materials offer effective ballistic protection. Composite armoring materials are two-layered and multi-layered combinations of aluminum, steel, titanium, ceramics, epoxy/glass composite, resins etc.
Ballistic protection metal materials have always taken a special position in development of protective armored systems, considering their availability, machinability and their cost. Steel, aluminum and titanium are used for metal armor production. Due to alloying, heat treatment and various working procedures, each of these metals obtains special characteristics (hardness, strength, toughness) enabling the fulfillment of different ballistic protection requirements.
Owing to their strength-to-weight ratio, plasticity, fracture toughness and corrosion resistance, aluminum alloys are widely applied in military industry. New technologies and intensive activity in this field enabled replacement of steel parts by aluminum alloys in development and production of modern fighting vehicles, missiles and ammunition, fighter aircrafts, chips of war, floating bridges, etc.
As high mobility is one of the essentials for a modern army, aluminum alloys can be used to reduce the weight of the equipment and contribute towards this objective.
Aluminum armor plating is used mainly for protection of military vehicles against rifle ammunition and parts of artillery projectiles; before 1960 for these purposes was used steel with 320-380 HB.
The Al-Li alloys have high strengths and high stiffness as well as light weight thereby providing great potential to be used as structural armor materials. However, only limited information is available on the dynamic properties of Al-Li alloys, although the ballistic performance is known to correlate with dynamic deformation behavior, including the formation of adiabatic shear bands.
The adiabatic shear band is a narrow region of highly localized plastic deformation and is often observed when materials are deformed at high strain rates such as ballistic impact, machining, and high speed metal forming. This is believed to initiate due to the development of a thermo- mechanical plastic instability. Since localization generally induces failure of structural components through a loss in load-carrying capacity within the shear band, the adiabatic shear banding is of great interest to the ballistic performance.
The purpose of studies was to correlate the adiabatic shear banding developed in Al-Li alloys upon ballistic impact with dynamic deformation behavior investigated from a dynamic torsional test, and then with the ballistic performance in order to obtain better understanding of the origin of the adiabatic shear banding in Al- Li alloys.
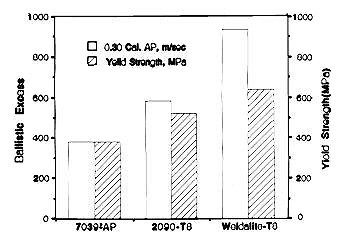
The materials investigated were a 2090 Al-Li alloy and a WELDALITE 049 alloy. The purpose of using these AI-Li alloys was to allow a comparative study of different strengths and microstructures. The amount and the distribution of the adiabatic shear bands were compared with a 7039 Al alloy, which has been used as an armor material.
The dynamic strain rate imposed in these tests was about 103 S-1 in shear, and dynamic shear stress-shear strain curves were obtained from dynamic torsional test. Throughout these investigations, the role of microstructures such as grain boundaries, precipitates, and inclusions was considered as one of the important factors in the formation of the shear band.
In general, dynamic torsional deformation of ductile metallic materials develops in the following three stages: (1) the homogeneous deformation stage before reaching the maximum shear stress, (2) the inhomogeneous deformation stage starting from the maximum shear stress point, and (3) the stage of initiation and development of the adiabatic shear band due to the localization of shear deformation.
Considering the adiabatic shear band formation as a result of the plastic instability combined with the local temperature rise, the maximum shear stress, where the inhomogeneous stage commences, can be considered to be the starting point of the adiabatic shear band initiation. Accordingly, when the maximum shear stress and the shear strain at this point are high, the adiabatic shear band is less likely to be initiated under the applied load and strain rate, thereby improving the ballistic performance.
Comparing only the maximum shear stresses and the shear strains of these two alloys, the adiabatic shear bands should be formed more easily in the 2090 Al-Li alloy than in the 7039 Al alloy. However, according to the actual ballistic impact tests, a severe delamination is developed in the 2090 Al-Li alloy instead of the adiabatic shear band formation. Such a development of delamination can operate beneficially for the improvement of the ballistic performance as the impact energy is absorbed through the process of intergranular crack initiation and its propagation. Some other authors also reported on the more excellent ballistic performance of the 2090 Al-Li alloy than the 7039 Al alloy.
These comparative analyses of the data on the maximum shear stress and the shear strain obtained from the dynamic torsional test, together with the deformation behavior and the fracture mode, are very important in evaluating the ballistic performance in terms of the tendency of the adiabatic shear band formation. However, these are indirect and qualitative ways to evaluate the ballistic performance at the most, lacking in the evidence that can be obtained only from the actual ballistic impact test.
When a target material is impacted ballistically, the impact energy is absorbed and distributed in the form of plastic deformation, fragmentation, propagation of cracks, melting and vaporization of material, etc. Thus, the ballistic performance depends on the effectiveness to absorb the impact energy.
The common method to measure the energy absorbed in the process of deformation and fracture is to conduct the tensile, compressive, or torsional tests or to conduct the Charpy impact test. In the case of the later, the test results are prone to involve many errors caused by the test method itself, although the test method is simple and economic. In the case of the former, despite the merit to accurately interpret the stress state in the deformation process with very few experimental errors, it also has a shortcoming in effectively evaluating the ballistic performance because of the inability to reach a strain rate as high as in the actual ballistic impact situation (105 to l06 S-I) due to the inherent limitation of the test device itself.
Unlike these tests, the dynamic torsional test using a torsional Kolsky bar does not cause any changes in the cross- sectional area caused by the Poisson effect. It is easy to analyze the stress state in the deformation process.
Because the energy needed in plastic deformation of a target material is provided by the kinetic energy of a projectile, the ballistic performance depends on the extent to which plastic deformation can absorb its kinetic energy.
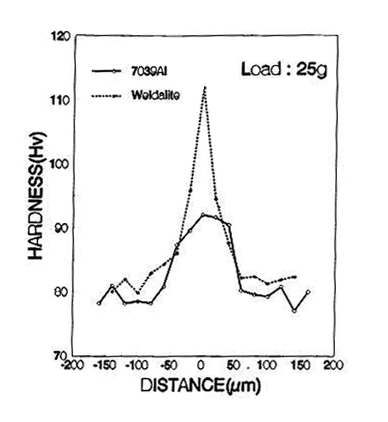
The graphics on Figure 1 describe behavior of the Al-Li alloys using the ballistic impact test and the dynamic torsional test. The following conclusions were drawn from experiments:
1. The 2090 alloy and the Weldalite alloy with high strengths contained very few adiabatic shear bands even near the perforated region, whereas the shear bands were more easily formed in the 7039 alloy. In the front side of the impacted area, many thin delaminated sheets and a large amount of fragmentation were observed in the 2090 alloy and the Weldalite alloy, respectively.
2. From microscopic observations of the shear band of the Weldalite alloy, very few adiabatic shear bands were formed in limited areas and their width was very narrow. These results were also consistent with the dynamic torsional test results, since the Weldalite alloy had the largest maximum shear stresses.
3. For the 2090 alloy, which contained heavily elongated grains and coarse grain boundary particles, a number of intergranular cracks were found near the perforated region and near the center region of the dynamic torsional specimen. These intergranular cracks possibly had a beneficial effect on the ballistic performance, since they might have prevented the formation of the adiabatic shear bands and promoted delamination of elongated grains.
Testing methods
Methodology of ballistic protection testings was in pro-gress along with development and production of impacting projectiles of different type and various armouring materi- als, in order to design the most effective ballistic protection. With today's sophisticated weapons, an armouring material has to be tested ballistically so as to express, in quantitative terms, a more meaningful measure of the armour protective quality against impacting projectile of high kinetic energy, i.e. high velocity.
Before a specific armouring material or a combination of materials is selected (to provide required protection), some ballistic tests for determining the armour capability to im- pede or defeat the oncoming projectile must be carried out. The armour has to be subjected to the same projectile attack that, as anticipated, is used in a hostile environment. Tes- tings in research laboratories are frequently performed in the following way: single targets are impacted by single projectiles, which are generally launched from a gun or ot- her weapon. These tests provide ranking of different armouring materials of different weights (areal densities), or thickness. The same tests can also rank different projectiles in regard to a designated armour.
Criteria/or armour efficiency estimation
Reliable and accurate evaluation of armour efficiency can only be achieved by controlled ballistic tests, applying the standard procedures. In ballistic testings where a single target (protective armour) is impacted by a single projectile, the resistance of an armouring material to penetration and perforation is evaluated. According to definiton a complete penetration occurs whenever a fragment or fragments of either the impacting projectile or the armour are ejected from the back of the armour with sufficient remaining energy to pierce a thin sheet (0,50 mm) of aluminium alloy ("witness plate"), placed behind the target and parallel to it. Every impact which rebounds from the armour plate, remains embedded in the target, or passes through the target, but with insufficient energy to pierce a thin aluminum witness plate, is termed the partial penetration. Today the most frequent criterion used for evaluating material ballistic performances is vso concept, based on ballistic limit definition.
In order to compare ballistic efficiency of different armours against a projectile of specified kinetic energy, velocity merit ratings (vso) or weight merit ratings are applied. The weight merit rating is the ratio of the areal density of a reference armouring material (mostly homogenous arm our steel) to the areal density of experimental armour. This ratio represents mass effectiveness (Em) of the armour.
Having in mind that ceramics is applied as the additional ballistic protection onto aluminum or steel armouring plates, the mass effectiveness of resulting combination (composite armour) is inevitably lower than if only ceramic materials were used because of lower effectiveness of metallic armour backing them. Nevertheless, Em of the composite ceramics/AI-alloy armour can still be more than two times higher values than Em of the composite ceramics/steel armour. This means that the use of ceramics offers two times greater ballistic protection compared to the protection provided by homogenous steel armour, without increasing weight.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.