Al-Si Alloy Casting Using Magnetic Molding and Lost Foam Processes
Abstract
Magnetic molding technology is an original alternative process aimed at improving the metallurgical quality and dimensional tolerances of the final components that are currently produced using the lost foam process. The initial development of the magnetic molding process took place at the same time as the lost foam process, more than 30 years ago, but the magnetic molding process has never achieved the same level of industrial development. The comparative results obtained with both the lost foam and the magnetic molding processes for aluminum casting are given here and the main factors involved in the magnetic molding process are also discussed.
Magnetic molding technology is an original alternative process aimed at improving the metallurgical quality and dimensional tolerances of the final components that are currently produced using the lost foam process. The initial development of the magnetic molding process took place at the same time as the lost foam process, more than 30 years ago, but the magnetic molding process has never achieved the same level of industrial development. The comparative results obtained with both the lost foam and the magnetic molding processes for aluminum casting are given here and the main factors involved in the magnetic molding process are also discussed.
Lost Foam Casting
The lost foam casting process originated in 1958 when H.F. Shroyer was granted a patent for the cavity-less casting method using a polystyrene foam pattern imbedded in traditional green sand, which was not removed before pouring of the metal. The polystyrene foam pattern left in the sand mold is decomposed by the molten metal. The metal replaces the foam pattern, exactly duplicating all of the features of the pattern.
Early use of the process was limited to rough castings because the foam material used was coarse and hand fabricated, and because the packed green sand mold would not allow the gases from the decomposing foam pattern to escape rapidly from the mold; the trapped gases usually resulted in porous castings.
This process is characterized by the use of expendable polystyrene (EPS) patterns of the component to be produced. This pattern is coated with a refractory material, placed in a flask, and surrounded with sand compacted by a vibrating system. Molten metal is then poured into the flask, which vaporizes the polystyrene pattern and replaces it, to form its exact shape.
The main advantages of this process are the reduction of the financial cost of the casting of complex shapes, the subsequent decrease in operating costs, and the minimization of the machining steps of the casting product. Thus, the lost foam process is nowadays successfully used for steel, ductile iron, aluminum, and gray cast iron castings, in transport and automotive market applications, such as for diesel engine cylinder heads, crank shafts, differential cases, compressor bodies, motor vehicles, among many others.
Recent developments in the lost foam process have focused on controlling the process parameters that affect the casting accuracy and metallurgical quality, the dimensional tolerance of products, and the compaction of the sand mold. For example, the replacement of silica sand with a low-expansion refractory, such as synthetic mullite, has been found to reduce burn-on defects significantly and to control the effect of the sand temperature on dimensional reproducibility. In addition, the round mullite grains flow more easily than the angular sand ones, thereby lowering the compactor accelerations needed to fill and compact the mold. The high cost of the synthetic mullite is the main drawback in the development of this technique.
Because the casting is an exact representation of the polystyrene foam pattern, the first critical step in the lost foam process is to produce a high-quality foam pattern.
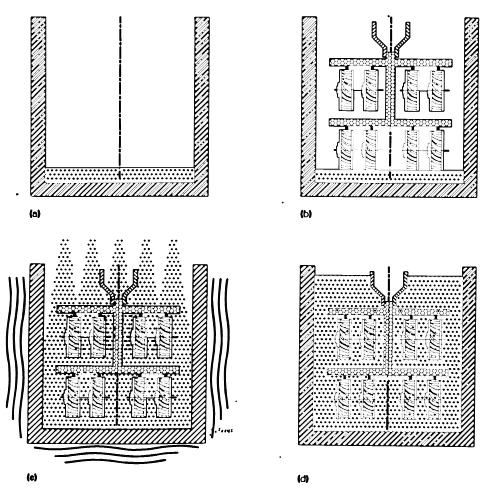
Figure 1: Lost foam pattern system.
a) Flask that contains a 25 to 75mm sand base
b) Positioning the pattern.
c) Flask being filled with sand, which is subsequently vibratory compacted.
d) Final compact ready for pouring.
Lost foam casting is also referred to in the literature as evaporative pattern casting, evaporative foam casting, the lost pattern process, the cavity-less expanded polystyrene casting process, expanded polystyrene molding, or the full mold process. The lost foam process is already considered to be among the greatest recent successes in the development of casting processes, and its use is expected to increase in the future.
Magnetic Molding Process
Based on the same concept as the lost foam process, the magnetic molding process was developed by Wittmoser et al., together with some advanced foundries in Germany and a potential producer of polystyrene foam, during the 1970s.
In this process, the mold material must be also free-flowing during the molding stage and rigid during the casting and solidification stages. This allows the use of a mold material different from the unbonded sands typical of the lost foam process. After the compaction step, the mold is made rigid by the application of a magnetic field, to bond the steel aluminum shots during the casting and the solidification stages. The advantages of this process arise from the fact that a one-piece mold without any joint line can be easily produced. The casting is, therefore, free from the defects associated with a joint line and is more accurate than a casting produced by conventional techniques.
The magnetic molding process could offer improvements to the dimensional tolerance of products, and could result in better compaction and rigidity of the mold, when compared to the conventional lost foam process. In addition, the compaction cycles and the solidification times are reduced, leading to an increase in the number of castings per hour and in productivity, and probably also leading to an increase in mechanical properties, through grain refinement. It can be concluded that two of the main effects of the mold cohesion induced by the magnetic field are the prevention of the deformation of the mold during casting and the improvement in the dimensional tolerances of the casting product.
The first stage of the technical approach involved designing the magnetic molding equipment and defining the main process parameters. The best casting conditions and the metallurgical quality of the obtained samples were then studied, and the results obtained from the magnetic molding were compared with those obtained from the lost foam process under the same casting conditions. These preliminary castings were analyzed to identify the influence of the magnetic field and the mold had on the characteristics and the microstructure of the castings.
With aluminum castings, highly insulating coatings are required, due to the significant amounts of EPS liquid decomposition products formed at typical casting temperatures (720°C). The coating used must also have low gas permeability and good capacity for the absorption of the EPS liquid stemming from the pattern decomposition.
The coating formulations need to be tailored to each specific casting application. The patterns were dipped into an alumina-silica water-based slurry with between 48 and 52 pct of solid phase, which must be mixed by a pneumatic or an electric mixer before use.
Facility for magnetic molding casting
The equipment normally used for the magnetic molding process includes either "U"-shaped electromagnets or solenoid coils. The work performed by Wittmoser et al. has shown that a magnetic field ranging from 0.1 to 0.5 Tesla enhances the mechanical properties of the mold.
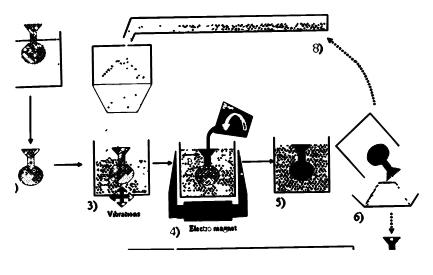
Figure 2: Schematic view of the overall magnetic molding process.
1. Coating the EPS pattern by soaking;
2.Drying the coated EPS pattern;
3. Filling the box with the steel shot;
4. Casting magnetic field on;
5. Cooling of component magnetic field off;
6. De-molding step;
7. Final component and compaction by vibrating system;
8. Reusing of short steel particles.
The magnetic molding process can use either lost foam, lost wax, or sand casting processes for the production of complex components. This provides advantages for the environment, due to the absence of chemical additives, sand- and ceramic slurry wastes, and for the working process, due to the ease of de-molding.
The study has shown that the steel shot molding leads to higher cooling rates of the metal when compared to traditional sand molds and, therefore, to finer microstructures of the alloys. In the case of aluminum castings, this refining phenomenon of the microstructure may, therefore, lead to an improvement of the mechanical properties of the components. The magnetic molding process also combines the advantages of the lost foam process and metallic molding.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.