The Extrusion Process of 6000 Alloys
Abstract
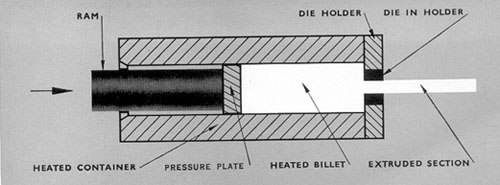
Although extrusion processes vary considerably in detail, they are identical in principle. The press consists of the die, a pressure cylinder, the ram, and a container which receives the preheated ingot, or billet, to be extruded. The billet to be extruded is placed in the cylinder which is closed at one end by the die and at the other end by the ram. The metal is forced, by ram pressure, through the die, taking the shape of the orifice in the die.
Extrusion is generally accepted as the process of forcing of metal, heated to a plastic state, through dies by pressure.
The earliest record of the extrusion process is revealed in the patent granted in 1797 to Joseph Bramah covering a press "for making pipes of lead or other soft metals of all dimensions and of any given length without joints". This pres consisted of a hand operated vertical pump which forced molten lead through a horizontal tube forming the die. A tapered mandrel was attached by a bridge at the inlet to the die. This idea was developed in 1820 by Thomas Burr, who produced a hydraulic press with a mandrel attached to the ram.
Further developments in 1837 by J. & C. Hanson introduced a simple form of bridge mandrel. These early developments of extrusion dealt only with lead and it was not until 1894 that Alexander Dick obtained his patent for the extrusion of copper alloys which really formed the basis of extrusion as we know it today.
Process
Although extrusion processes vary considerably in detail, they are identical in principle. The press consists of the die, a pressure cylinder, the ram, and a container which receives the preheated ingot, or billet, to be extruded. The billet to be extruded is placed in the cylinder which is closed at one end by the die and at the other end by the ram. The metal is forced, by ram pressure, through the die, taking the shape of the orifice in the die.In order to facilitate movement of the ram, the clearance between ram and cylinder must be large and a pressure plate which fits the cylinder very closely is added to prevent metal being forced back over the ram.
The die assembly consists of a "die" in which is cut the form to be extruded; this fits in a recess in a "die holder" which is in turn supported by a "bolster" held in the "die-head". This assembly fits the mouth of the container and is locked tightly by a wedge to prevent the escape of the metal.
The billets, which vary in diameter and length according to container size and length of section required, are heated in a furnace. The temperature required varies with the alloy to be used, but it usually lies within the range 380°-500°C.
When pressure is applied to the ram the metal in the centre of the billet is forced through the die first and at the end of the stroke the outer skin of the billet reaches the die. In order to preserve a homogeneous structure of material and avoid oxide inclusions the end of the billet is not extruded, but is cut off. This portion is termed the "discard".
Tubes. There are two processes in common use for the extrusion of tubes. The first of these is with a floating mandrel, in which a mandrel is attached to the pressure plate and metal is extruded round this mandrel and through a die. In this case either a hollow or a solid billet is used. With a solid billet the billet is pierced by the mandrel as the ram is set in motion. The alternative process is the bridge mandrel technique, in which a short mandrel is attached to the die by means of a bridge; in this process the metal is extruded over the bridge and welds in the die assembly.
Due to difficulties of production it is not possible to produce tube with thin walls by direct extrusion, and these must be produced as a larger extruded tube and subsequently drawn through drawing dies. Where the reduction is considerable several drawing passes are required, with annealing of the section between passes.
Heat Treatment. Certain alloys require heat treatment in order to realize full mechanical properties. The full heat treatment is solution treatment followed by precipitation treatment. Solution treatment consists of raising the temperature of the section, either in an air furnace or a salt bath, to a predetermined value, followed by a rapid quenching in water.
Precipitation treatment is carried out on alloys which do not achieve full properties by natural ageing. The treatment consists of heating the section for a set time at a predetermined temperature and cooling in air.
Annealing. Cold working of any alloy increases hardness and tensile strength but reduces ductility, and may cause cracking of the section. It is necessary, therefore, to soften the metal by "annealing" when attempting extensive cold working.
The section is heated to 320°C-420°C according to the alloy and allowed to cool slowly. Local heating by blowpipe or torch is not recommended, but when this is necessary precautions must be taken to avoid local overheating.
Straightening. A well-balanced section will emerge from the extrusion press in a reasonably straight condition but these sections are sometimes severely distorted in the heat treatment process. In order to correct this distortion, the section is mounted in a stretching machine. This removes most of the kinks or, bends. However, this process does not always smooth out all the local deformation, which must be corrected subsequently by hand.
Design of Extruded Sections
There is, in general, practically no limit to the variety of 6000 Alloys extruded sections which can be produced. The present manufacturing limitations do restrict the size of section and this limitation can be roughly expressed as a maximum diameter of 8 inches (200 mm) for a round bar, or any section which cannot be contained in a circumscribed circle of l0 inches diameter. There are, however, certain fundamental principles involved in the, manufacture of extrusions, which should be borne in mind when designing sections. These are not, in fact, limitations of design, but only considerations for economic production.Hexagons, squares and rectangles similarly are produced with a smooth balanced flow of metal. In the case of more complicated sections, it is desirable to bear in mind the ideal balance of flow. These points are most clearly illustrated by sketches of typical sections.
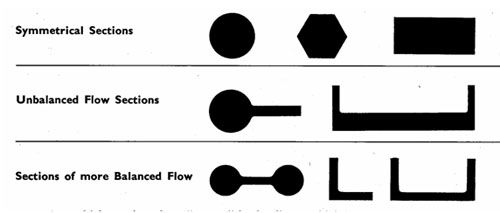
In sections which require a long "tongue" in the die, or which largely enclose parts of the die, the die life will be comparatively short. This type of section is indicated below, and a slight modification as indicated in the adjacent diagram would materially increase the life of the die.

Sharp corners on extrusions restrict the speed of extrusion and reduce die life. The incorporation of small radii greatly facilitates extrusion. An example of this is illustrated below.

Channel sections with a large variation in thickness of the arms are likely to suffer distortion during heat treatment, and a more uniform thickness is to be advised.

Weight per foot has been calculated on the nominal area, with an allowance of 3 per cent. to cover the manufacturing tolerances. These weights have been based on Hiduminium 44, and the use of other alloys will involve an error of not more than 2 per cent.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.