Selective Laser Melting (SLM): Part Two
Abstract
Selective Laser Melting (SLM) is a rapid additive manufacturing technique, which uses a high power-density laser to melt and fuse metallic powders together.
It is possible to manufacture highly complex parts with good mechanical properties (comparable to wrought) and in this paper, we cover details about how to assess and manager defect formation through the process of SLM.
In the study of I. Yandroitsev and I. Smirnov, is shown that by choosing an optimal technological window and appropriate strategy of SLM, it is possible to manufacture highly complex parts with mechanical properties comparable to those of wrought material.
To study mechanical properties of SLM parts from Inconel 625 (–16 μm) powder, rectangular samples 50x20x4 mm were fabricated by two-zones technique, with the laser power 50 W, the layer thickness 50 μm, and the scanning speed 0.13 m/s. The samples were built on the substrate at angles of 0°, 90° and 45° to the scanning direction which remained the same through the manufacturing cycle. The fabricated samples were horizontal or vertical: the first ones were rectangular parallelepipeds with their long surfaces coinciding with the laser scanning plane (50 mm length and 20 mm height) and the second ones stood up on their short 20x4 mm surfaces (50 mm height). Specially shaped models were made from the samples for tensile tests. The tensile tests showed that inside each series of samples – \horizontal\ and \vertical\, 3 samples in each series, the mechanical properties were approximately identical and did not depend on the scanning strategy (see Tables 1 and 2). It is necessary to note that the samples manufactured by SLM technology have higher values of yield strength and ultimate tensile strength in comparison with the ones from wrought Inconel 625 that is probably linked to the presence of a regular internal structure of the samples. The yield strength for \vertical\ and \horizontal\ samples almost equal, which indicates that the interface between two consecutive layers is not weakest joint. However, elongation was only ∼8÷10% compared to 40% for conventionally cast and wrought products. Similar results were obtained by Lewis et al. for Ti6Al4V (∼6% elongation). The values of their relative elongation at break allow to relate them to materials with the limited plasticity. The average value of Young’s modulus for the \horizontal\ samples happened to be much higher than that for the \vertical\ ones, and was approximately equal to Young’s modulus of wrought Inconel 625 (207 GPa).
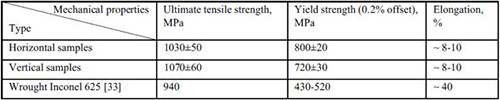
Table 1: Tensile testing results at room temperature for wrought Inconel 625 and the samples manufactured by SLM method

Table 2: Young’s modulus values (GPa) for different manufacturing strategies and types of the samples from Inconel 625 powder
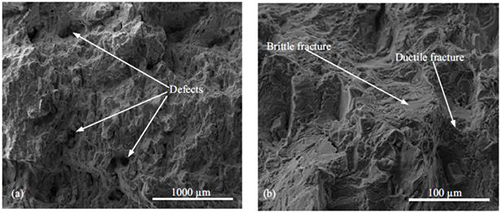
Figure 1: SEM photo of a fracture surface morphology (a) and destruction for monolithic area (b) of the \horizontal\ sample with scanning direction 0°
Also, defect formation is a common problem in selective laser melting (SLM) process. Because of that, in the paper of B. Zhang, Y. Li, and Q. Bai was discussed the effect of the process parameters on defect formation and the impact of defect formation on the mechanical properties of a fabricated part. Based on the study, the paper proposes strategies for defect suppression and control in SLM.
Effect of Process Factors on Defect Formation
Some of the factors are process parameters that can be predetermined, while the others cannot be predetermined since they are generated from the SLM process. As described in Figure 2, the major process factors can be classified into four types: laser-related, scan-related, powder-related, and temperature-related. Based on the principle that laser selectively melts the powders, the major factors which are related to defect formation in an SLM process are laser energy input, powder material, and scan strategy.
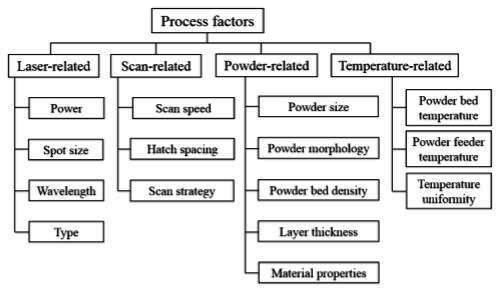
Figure 2: Process factors involved in an SLM process
Based on the review, the paper summarizes conclusions:
1) The common defects are three types, namely spherical porosities, irregularly incomplete fusion holes, and cracks. Spherical porosities are randomly distributed, while incomplete fusion holes are generally distributed between the tracks and layers.
2) Many process parameters, such as laser power, scan speed, hatch spacing, layer thickness, and scan strategy, have significant influences on the formation of defects. Energy density is an integrated parameter for controlling defect formation; scan strategy has a significant influence on the location distribution of defects, most of the defects distribute at both ends of scan tracks and in between two adjacent tracks.
3) Defect formation has a significant influence on the mechanical properties of the SLM fabricated parts, especially fatigue strength. Defects play a prominent role in fatigue crack initiation, directly reduce the fatigue life of a part, which restricts the application of the SLM technique.
The quality control in an SLM process relies on defect detection and elimination. For high quality SLM fabrications, defect monitoring, simulation and modeling, as well as real-time defect elimination become necessary. Defect free SLM fabrications are anticipated in the near future.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.