Orbital Forging
Abstract
Orbital forging is a compressive forging technique which uses the upper die to apply uniform forging effects throughout a rotating part.
In order for orbital forging to be optimum a number of factors need to be controlled, just one example being the workpiece material including chemical composition, microstructure and deformability.
Metal forging is known to produce some of the strongest manufactured parts compared to other metal manufacturing processes, and obviously, is not just limited to iron and steel forging but to other metals as well. Different types of metals will have different factors involved when forging them, some will be easier to forge than others. Aluminum, magnesium, copper, titanium, and nickel alloys are also commonly forged metals.
Metal forging, specifically, can strengthen the material by sealing cracks and closing empty spaces within the metal. The hot forging process will highly reduce or eliminate inclusions in the forged part by breaking up impurities and redistributing their material throughout the metal work. However, controlling the bulk of impurities in the metal should be a consideration of the earlier casting process.
Inclusions can cause stress points in the manufactured product, something to be avoided. Forging a metal will also alter the metal's grain structure with respect to the flow of the material during its deformation, and like other forming processes, can be used to create favorable grain structure in a material greatly increasing the strength of forged parts. For these reasons, metal forging manufacture gives distinct advantages in the mechanical properties of work produced, over that of parts manufactured by other processes such as only casting or machining.
Orbital forging is a manufacturing process by which a part is held in a forging die cavity and forged by compressive forces applied through the upper die. The upper die applies these forces as it travels in an orbital path. This upper die revolves on an inclined axis, and thus through its revolution it will only apply force to a small portion of the work at a time. Forging force will be administered to the entirety of the work with the completion of a revolution of the upper die on its inclined orbit.
There are several different variants of orbital forging. In the most common, the workpiece is positioned between the upper and lower tool in a vertical press machine, in which the axis of the upper tool is slightly tilted to a specific angle (typically 1 - 2°). The upper tool performs only a rotary motion and lower tool moves upwards. The lower surface of the workpiece is in full contact with the tool, while the contact surface between the upper workpiece surface and upper tool is smaller compared to classical forging, due to the tilted axis. A repercussion of the decreased contact surface is lower forming load. A comparison between classical and orbital forging is illustrated in Figure 1a. In classical forging angle γ = 0° and there is no rotation of the die.
The contact area between the upper tool and workpiece is dependent on the tilted angle of the upper tool axis: the greater the angle, the smaller the contact surface and, therefore, lower forming load. However, a larger angle causes more complex machine maintenance as well as greater frame deflection, which makes it more difficult to keep constant forming precision.
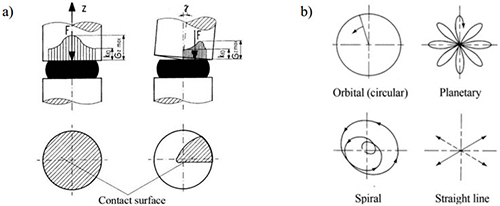
Figure 1: Principal difference between classical and orbital forging and various motion possibilities of upper tool’s axis
A tilted upper tool’s axis can perform various motion styles presented in Figure 1b. An orbital (circular) motion is most commonly used, especially when forging relatively thin parts, where high deformation is needed throughout the whole part volume. For parts with large ribs and flanges, the most appropriate motion is planetary. A spiral motion is suitable for parts in which most material flow occurs in central region and straight line motion is convenient for long, narrow parts.
Figure 2a shows some typical parts manufactured in orbital forging process: hub, clutch part, bevel gear and breech ejector.
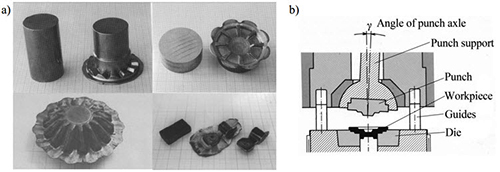
Figure 2: Parts obtained by orbital forging and tools for orbital forging
There are a number of parameters that influence the orbital forging process and thereby, the quality of final product. All influential factors can be divided into four different groups:
1) Workpiece material (chemical composition, microstructure, deformability...)
2) Tools properties (tool construction, workpiece positioning, contact surface properties...)
3) Machine properties (load – energy, production capacity, cinematic, level of automation...)
4) Technical factors (forming load, temperature, contact conditions, deformation level, workpiece shape...)
Compared to extrusion processes, orbital forging offers the following benefits:
- Greater degree of deformation in a single operation
- Considerably smaller presses required
- Reduced load on forming dies
- More parts thanks to longer die life
- Significantly lower generation of noise and vibration; no impact
- Ready integration into production cells
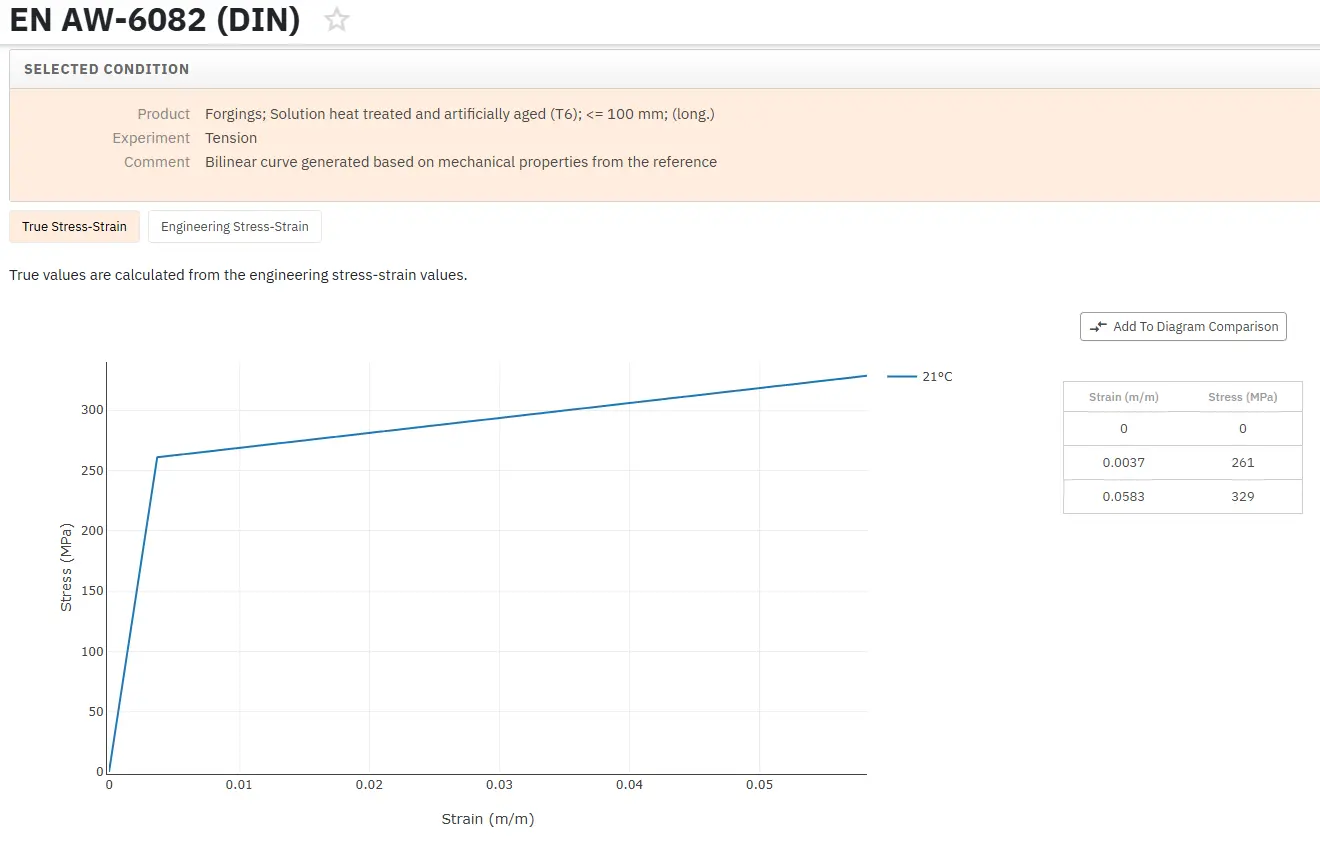
Find Instantly Properties of Forging Materials!
Total Materia Horizon contains thousands of materials suitable for forging, with their mechanical and physical properties, stress-strain diagrams, including high tempertatures for hot forging, and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.