Equal Channel Angular Pressing (ECAP): Part Two
Abstract
ECAP is one of the most commonly employed severe plastic deformation process to drive nano or ultrafine grained microstructure at low homologous temperatures.
One critical conclusion of various studies is that microstructure is highly dependent on the experimental conditions, and in particular the number of passes and on the rotation of the sample between individual passes.
There are numerous reports of the pr°Cessing of various pure metals and metallic alloys by ECAP and many of these reports involve a characterization of the microstructure and an investigation of the mechanical properties at ambient temperatures. There are also several reports of the tensile properties of the as-pressed materials at elevated temperatures with a special emphasis on the potential for achieving high superplastic elongations. However, the tests at elevated temperatures are invariably conducted under conditions of constant strain rate and, by contrast, only very limited reports are available describing the creep behavior of aluminum and some aluminum alloys.
Furthermore, the results for high-purity aluminum, which are the most extensively available to date, appear anomalous because under some testing conditions of stress and temperature the measured minimum or steady-state creep rates in the pressed materials with ultrafine grain sizes where slower than in the same material in a coarse-grained unpressed condition.
The purpose of the paper of M.Greger et al is the verification of functionality of the ECAP technology on the extrusion of the copper, aluminum alloys, magnesium alloys and steel. The samples of Cu and Al alloys were extruded at room temperature. For the samples of steel and AZ91 alloy two-stage pressing was used, and the samples were extruded at temperature of approx. T1 = 325°C and T2 = 220°C.
In order to increase concentration of deformation in the volume, after the initial passes of the sample the samples were then turned around according to their longitudinal axis by 90° and extruded again. Experiments on poly-crystalline copper of the grade C10200, aluminum alloy AlCu2.5Mg and steel P355Q confirmed that the ECAP method is an efficient tool for the refining of grain. The experiment was divided into three parts. In the first part of experiment the cooper sample grade C10200 (ASTM B152) was pressed, in the second part an aluminum alloy AlCu2.5Mg samples was extruded and in the final part steel P355Q was again pressed.
The experiments made on poly-crystalline copper of the grade C10200, on Al alloy AlCu2.5Mg and on steel P355Q have confirmed that the ECAP method is efficient tool for refining of grain. Microstructure depends of experimental conditions, particularly on number of passes and on rotation of the sample between individual passes. The angle between the horizontal and vertical part of the extrusive channel was for this experiment around 900° for Cu and Al, for steel around 105°. Radii of rounding of working parts of extrusive channel must correspond to conditions for laminar flow of metal.

Table 1: Chemical composition of alloys
The experiments were aimed at determining the extrusion force, pressure necessary in individual stages of extrusion, change of strength properties related closely to the number of extrusions and change of structure. In the first part of the experiment we have used for extrusion the copper grade C10200. Original samples were pr°Cessed by cold forming and then afterwards annealed at a temperature of 600°C/3h.
The samples were extruded at a temperature of approx. 20°C. The samples were ordered from left to the right according to the number of passes. The deformation forces were measured along with the calculated pressure needed for extrusion. The approximate determination of the strain rate was also attained (approx. 2.3 .10-2 s-1). Structural analysis was made by optical microscopy. The structure of the original samples and that of the samples after individual stages of extrusion are shown, Figure 2.
For copper: After individual passes an accumulation of deformation strengthening °Ccurred, e.g. at extrusion with a radius of rounding of inside cants (R = 0.5) the extrusion pressure at the beginning varied at around τ1 = 658 MPa. At the second extrusion it increased to τ2 = 965 MPa, and at the third extrusion it increased to τ3 = 1188 MPa.
For aluminium: At extrusion with a radius of rounding of inside cants (Rv = 2 mm; Rvn = 5 mm) the extrusion pressure in the die was after the first pass at about τmax = 620 MPa and then increased. After the 4th extrusion it was about τmax = 810 MPa.
For steel: During pressing, the press power was moving due to its dependence on the degree of filling in the die channel. For the 1st sample, Fmax = 92 kN, for the 2nd sample, Fmax = 95 kN and for the 3rd sample Fmax = 123 kN. These powers correspond to these stresses: 1438 MPa, 1484 MPa and 1922 MPa.
The press power was rising with increasing deformation (the hardening sample). The stability properties were also increasing with the relative size of deformation (e = 3.54) and during the four passes effectively doubled. The tensile properties however, are generally going down, and this is caused by recovery pr°Cesses, which were not passed.
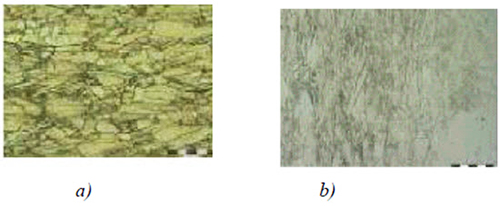
Figure 2: Development of the structure (in longitudinal direction) after extrusion of copper: a – initial structure, b – structure after the 4th extrusion
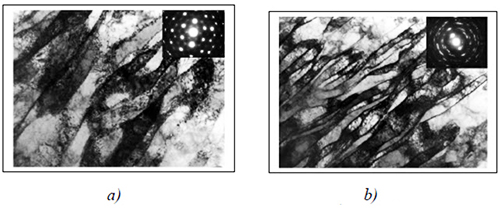
Figure 3: The substructure of copper after 1st (a), 4th pases (b)
The average grain size in the transverse direction was determined by quantitative metallographic methods and it varied from around 50 μm at the beginning of extrusion, to around 15 μm at the end of extrusion, i.e. after the 4th pass.
In the second part of the experiment Al alloy AlCu2Mg was pressed. The samples were extruded at room temperature. Before pressing the samples were annealed at a temperature of 380°C. The structure of the original samples and that of samples after individual stages of extrusion are shown in Figure 4. The average grain size in transverse direction remained at around 150 μm.
Find Instantly Thousands of Metallography Diagrams!
Total Materia Horizon contains a unique collection of metallography images across a large range of metallic alloys, countries, standards and heat treatments.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.