Copper Spinodal Alloys: Part Two
Abstract
During the cycle of hardening, the featureless homogeneous starting microstructure remains optically featureless until peak hardness is attained.
It was discovered that copper-based spinodal alloys exhibit tribological properties that facilitate their application in lubricated, as well as non-lubricated, bearing applications.
During the cycle of hardening, the featureless homogeneous starting microstructure remains optically featureless until peak hardness is attained. This is followed by growth of pearlite-like grain boundary [alpha] + [gamma] phases when overaging takes place.
Certain conditions need to be fulfilled for hardening by spinodal decomposition. The phase diagram of a spinodal system in the solid state must contain a miscibility gap, a region in which the single-phase alloy separates into two phases. In addition, the alloying elements must have sufficient mobility in the parent matrix at the heat treating temperature to allow interdiffusion.
The heat treatment steps for spinodal decomposition include:
- Homogenization at a temperature above the miscibility gap to develop a uniform solid solution of a single phase.
- Rapid quenching to room temperature.
- Reheating to a temperature within the spinodal region to initiate the reaction and holding for sufficient time to complete the spinodal decomposition.
An intermediate cold-working stage is sometimes introduced between the initial homogenization step and the final age-hardening to increase the dislocation density of the alloy.
Spinodal decomposition does not change the crystal structure of the lattice; hence there are no changes in part dimensions during this process. So processed, spinodal alloys offer high levels of tensile strength, elastic limit, resistance to stress relaxation and fatigue strength.
It was discovered that copper-based spinodal alloys exhibit tribological properties that facilitate their application in lubricated, as well as non-lubricated, bearing applications. The primary families of copper-based spinodal alloys that have performed in a superior manner in testing are copper-nickel-tin type spinodal alloys.
These alloys consist primarily of copper containing nickel in amounts of between 2 and 20 percent by weight, and tin in an amount of between2 to 8 percent by weight. Preferred compositions are:
- Copper with 10 percent nickel and 8 percent tin and
- Copper with 15 percent nickel and 8 percent tin.
It is evident that other spinodal alloys within this range of compositions could be used for similar superior bearing properties. It is also obvious that other families of copper-based spinodal alloys where the nickel and/or tin are replaced by elements such as chromium or iron would also potentially perform as spinodal bearings.
The technology used in these processes is known asEquaCast because of its uniformity of composition and microstructure through liquidmetal flow control. EquaCastenables sizes up to about 25 inches (65 cm) in diameter, in single lot quantities as large as 15 tons. The alloys exhibit tensile strengths as high as 140 ksi (965 MPa), and higher, depending on processing. Corrosion rates are less than 0.001 inches (0.03 mm) per year, and the alloys are readily machinable.
Alternatively, the satellite reflections around the fundamental Bragg reflections in the X-ray diffraction patterns have been observed to confirm spinodal decomposition in copper-nickel-tin and other alloy systems.
The tin-rich particles formed by spinodal decomposition during the early heat treatment stages develop an ordered structure in the peak aged condition. Overaging is a discontinuous grain boundary reaction consisting of an alternate [alpha] + [gamma] phase mixture that consumes the spinodally hardened grains, leaving behind a soft structure.
Spinodal decomposition in high freezing-range alloys such as ToughMet and MoldMax XL, require a high degree of uniformity of composition and microstructure at the beginning. Cyclic withdrawal of the billet at high rates of speed creates high-speed planar jets of molten metal that penetrate the solidification zone. This action breaks dendrites, creates seeds for refinement, and makes the solidification process and resultant microstructure both uniform and equiaxed.
On the other hand, conventional alloys in the CuNiSn system do not show such uniformity, and they are likely to undergo segregation that frequently leads to hot shortness during hot working. Segregation also leads to highly variable final mechanical properties in both cast and wrought products.
A new line of spinodal alloys for ToughMetbearings is the result of work with leading OEM’s, bearing manufacturers, and lubricant & additive producers to create a material to meet a variety of performance demands and to operate in harsh environments.
These materials have already been proven capable of performing with a variety of shafting materials and lubricants under the widest known range of bearing stresses and speeds. ToughMet has advanced bearing technology for today’s high performance machines.
ToughMet achieves excellent machinability and bearing performance without requiring lead additions and consist of alloys mated with steel in uncoated, grease lubricated systems unless otherwise noted.
Strength and frictional comparison of copper-based bearing alloys (Figure 1) achieves high levels of strength without the need for beryllium additions. It performs under high loading at low or high speeds with excellent bearing behavior.
Combined with the patented EquaCast process, Brush Wellman’s spinodal heat treatment creates a fine homogeneous microstructure. This creates ultra-microscopic strengthening which is key to the advanced bearing.
ToughMet alloys are available in two compositions: ToughMet 2 (contains 9% nickel, 6% tin, balance is copper) and ToughMet 3 (contains 15% nickel, 8% tin, balance is copper).
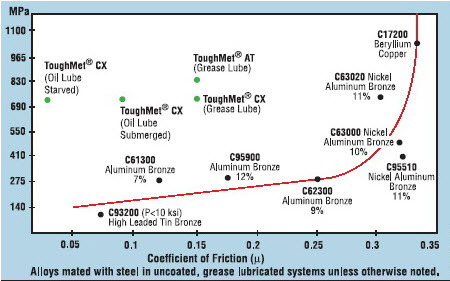
Figure 1: Strength and frictional comparison of copper-based bearing alloys
Access Precise Properties of Copper Alloys Now!
Total Materia Horizon contains property information for 30,000+ copper alloys: composition, mechanical, physical and electrical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.