Bulk Metallic Glass: Part Three
Abstract
Bulk metallic glasses (BMGs) represent a revolutionary class of materials offering exceptional strength, toughness, and elasticity through careful processing control. Two primary manufacturing pathways exist for BMG production: direct casting and thermoplastic forming. Direct casting requires precise cooling rate control to prevent crystallization while filling mold cavities, limiting geometric complexity but offering single-step processing advantages. Thermoplastic forming decouples the cooling and forming processes by utilizing the supercooled liquid region, enabling complex shape formation with superior dimensional accuracy. Both methods present unique advantages and challenges, with thermoplastic forming providing greater design flexibility while casting offers simplified processing cycles for suitable applications.
Introduction to Bulk Metallic Glass Technology
Bulk metallic glasses represent a groundbreaking advancement in materials science, offering unprecedented combinations of mechanical properties that surpass traditional crystalline metals. These amorphous materials deliver extraordinary strength, toughness, and elasticity characteristics that open extensive possibilities across diverse industrial applications. However, the manufacturing of bulk metallic glasses presents significant challenges due to their inherently metastable condition and the persistent driving force toward crystallization during processing.
Fundamental Processing Challenges in BMG Manufacturing
Understanding Crystallization Behavior
The successful processing of BMG forming alloys requires meticulous attention to crystallization prevention throughout manufacturing and solidification stages. Rapid solidification represents a fundamental necessity for glass formation, though this requirement becomes increasingly challenging in bulk applications due to heat conduction limitations. The temperature-dependent relationship between viscosity and crystallization driving force creates a characteristic nose-shaped time-temperature-transformation (TTT) curve, which governs the available processing windows for BMG fabrication.
Understanding the crystallization mechanism nature, the influence of heterogeneities on crystallization kinetics, and the reproducibility of crystallization processes remains essential for developing effective fabrication methodologies. These fundamental considerations directly impact the selection of appropriate manufacturing approaches and processing parameter optimization.
Primary BMG Manufacturing Pathways
The unique crystallization behavior exhibited by BMG forming alloys enables two fundamentally different processing approaches. Each pathway offers distinct advantages and limitations that must be carefully evaluated based on specific application requirements and geometric constraints.
Direct Casting Process Technology
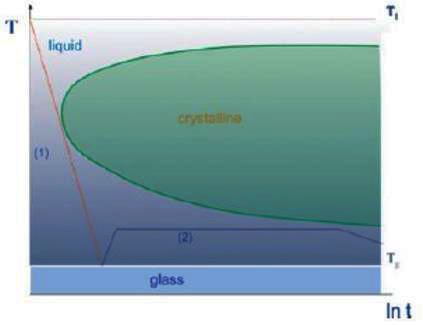
Figure 1: The time-temperature-transformation diagram illustrating both casting (Path 1) and thermoplastic forming (Path 2) processing routes
Direct casting represents the first primary processing pathway for bulk metallic glass manufacturing. This approach requires cooling the alloy sufficiently rapidly to prevent crystallization while simultaneously achieving complete mold cavity filling. The process demands a delicate balance between cooling rate control and mold filling requirements, as ideal molding conditions typically favor slower filling rates that conflict with the necessity for rapid cooling to avoid the crystallization nose region.
Thermoplastic Forming Technology
The alternative processing pathway involves reheating bulk metallic glasses and forming them within the supercooled liquid region (SCLR). This temperature range represents the zone where the glass transitions into a metastable liquid state before eventual crystallization occurs. The substantial softening characteristics of BMG forming alloys within their supercooled liquid region enable effective thermoplastic forming (TPF) operations.
Thermoplastic forming decouples the rapid cooling requirements from the forming process itself, providing enhanced geometric flexibility and superior dimensional control compared to direct casting approaches. This separation of critical processing steps eliminates many limitations imposed by critical casting thickness constraints while delivering improved process control and dimensional accuracy.
Bulk Metallic Glass Direct Casting Methods
Die Casting Applications and Advantages
Die casting techniques have demonstrated effectiveness for near-net-shape processing of bulk metallic glasses, utilizing cooling rates that narrowly avoid glass crystallization as illustrated in the processing pathway diagrams. This manufacturing approach offers several compelling advantages that make it attractive for specific applications and production scenarios.
The reduced tool costs associated with BMG die casting stem from the lower processing temperatures and reduced wear characteristics compared to traditional mechanical alloying techniques. Energy consumption requirements remain relatively modest, while cycle times benefit from the single-step processing nature of direct casting operations. Many bulk metallic glass compositions exhibit relatively low melting temperatures, which further facilitates the casting process and reduces energy requirements.
Direct casting processes consistently achieve homogeneous microstructures throughout the final components, while the absence of first-order phase transitions during solidification minimizes solidification shrinkage. This characteristic contributes to exceptional dimensional accuracy in cast BMG components, making the process suitable for precision applications requiring tight tolerances.
Casting Process Limitations and Challenges
Despite these advantages, direct casting of bulk metallic glasses presents several significant challenges that limit its applicability in certain scenarios. The inherently high viscosity of BMG materials results in reduced fluidity, complicating the mold filling process and potentially limiting the complexity of achievable geometries.
Rapid cooling requirements necessary for glass formation introduce internal stresses within cast components, which may affect mechanical properties and dimensional stability. Additionally, the reactive nature of many BMG compositions with atmospheric gases necessitates vacuum environment processing, increasing equipment complexity and operational costs.
The most critical challenge involves maintaining the careful balance between cooling rate control and mold filling requirements. This balance becomes increasingly difficult to achieve as component size and geometric complexity increase, ultimately limiting the range of applications suitable for direct casting approaches.

Figure 2: Examples of commercially produced BMG articles using die casting methods
Thermoplastic Forming of Bulk Metallic Glasses
Process Fundamentals and Mechanisms
Thermoplastic forming leverages the dramatic softening behavior exhibited by bulk metallic glasses when heated above their glass transition temperature. This processing technique, also known as hot forming, superplastic forming, viscous flow working, or viscous flow forming, enables the creation of complex geometrical shapes that would be impossible to achieve through direct casting methods.
The process maintains the glass within the supercooled liquid region, where it exists in a metastable state before controlled crystallization. This approach provides unprecedented flexibility in component design and manufacturing capabilities while maintaining the superior material properties characteristic of bulk metallic glasses.
Critical Processing Parameters
Two fundamental parameters govern the formability of bulk metallic glasses within the supercooled liquid region: viscosity characteristics and available processing time. Optimal formability requires low viscosity conditions combined with extended processing time windows to complete forming operations before crystallization occurs.
The extent of achievable deformation during thermoplastic forming depends on the temperature-dependent viscosity variation and the crystallization time characteristics of the specific BMG composition. Research has established that bulk metallic glasses exhibiting large Poisson's ratios and low glass transition temperatures demonstrate superior formability characteristics during thermoplastic forming operations.
Thermoplastic Forming Advantages
The decoupling of forming and rapid cooling processes represents the primary advantage of thermoplastic forming technology. This separation enables the production of complex shapes with geometries that would be impossible to achieve through direct casting methods. The process delivers superior dimensional accuracy compared to alternative techniques due to minimal solidification shrinkage characteristics.
Unlike direct casting, thermoplastic forming can be conducted in atmospheric conditions without requiring vacuum environments, as the process remains largely unaffected by heterogeneous influences. The relatively low processing temperatures and pressures required for thermoplastic forming minimize capital investment requirements, making the technology commercially viable for diverse applications.
Process Limitations and Considerations
Thermoplastic forming requires multiple processing steps compared to single-step casting operations due to the decoupling of forming and rapid cooling phases. This increased complexity necessitates skilled personnel familiar with novel processing methodologies and equipment operation.
The multi-step nature of thermoplastic forming can result in longer overall cycle times and increased handling requirements compared to direct casting approaches. However, these limitations are often offset by the superior geometric flexibility and dimensional control capabilities that thermoplastic forming provides.
Industrial Applications and Future Developments
Market Applications and Commercial Viability
The exceptional mechanical properties of bulk metallic glasses, combined with advancing manufacturing technologies, continue to expand their industrial applications. Current commercial applications span aerospace components, precision instruments, sporting goods, and electronic device housings where the unique combination of strength, elasticity, and dimensional stability provides competitive advantages.
Manufacturing Technology Selection
The choice between direct casting and thermoplastic forming depends on specific application requirements, geometric complexity, production volume, and economic considerations. Direct casting remains optimal for simpler geometries requiring high production rates and minimal processing steps, while thermoplastic forming excels in applications demanding complex shapes and superior dimensional precision.
Future Technology Developments
Ongoing research continues to expand the available BMG compositions and improve processing techniques for both manufacturing pathways. Advances in process control technology, heating systems, and tooling design are gradually expanding the capabilities and commercial viability of bulk metallic glass manufacturing across broader industrial applications.
Conclusion
Bulk metallic glass manufacturing represents a sophisticated materials processing technology requiring careful balance of multiple critical parameters. Both direct casting and thermoplastic forming offer viable pathways for BMG production, each with distinct advantages suited to specific applications and requirements. As processing technologies continue to advance and new BMG compositions are developed, these remarkable materials will likely find expanding applications across diverse industries seeking superior mechanical properties and dimensional precision.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.