Spray Rolling of Aluminum Strip
Abstract
Spray rolling is a relatively new strip-casting technology, being developed, that combines elements of spray forming and twin-roll casting. In ay rolling, molten metal is atomized with a high velocity inert gas, the resultant droplets are quenched in flight, and the spray deposits onto mill rolls. By combining convection cooling of atomized droplets with conduction cooling at the rolls, aluminum um alloys with wide freezing ranges, such as AA2124, can be processed at high production rates.
Nearly all aluminum strip is manufactured commercially by conventional ingot metallurgical (I/M) processing, also known as continuous casting. This method accounts for about 70% of the production.
However, it is energy and capital equipment intensive. Spray forming is a competitive low-cost alternative to ingot metallurgy for manufacturing ferrous and non-ferrous alloy shapes. It produces materials with a reduced number of processing steps, while maintaining materials properties, with the possibility of near-net-shape manufacturing.
However, there are several hurdles to large-scale commercial adoption of spray forming:
- ensuring strip is consistently flat,
- eliminating porosity, particularly at the deposit/substrate interface, and
- improving material yield.
Researchers are investigating a spray rolling approach to overcome these hurdles. It should represent a processing improvement over conventional spray forming for strip production. Spray rolling is an innovative manufacturing technique to produce aluminum net-shape products. It requires less energy and generates less scrap than conventional processes and, consequently, enables the development of materials with lower environmental impacts in both processing and final products.
Spray rolling is a strip-casting technology that combines elements of spray forming and twin-roll casting. It consists of atomizing molten metal with a high velocity inert gas, quenching the resultant droplets in flight, and directing the spray between mill rolls. In-flight convection heat transfer from atomized droplets and conduction heat transfer at the rolls rapidly remove the metal’s latent heat. Hot deformation of the semi-solid material in the rolls results in fully consolidated, rapidly-solidified product. Spray rolling operates at a higher solidification rate than conventional twin-roll casting and is able to process a broader range of alloys at high production rates.
Direct strip-casting technologies are attractive because they improve the economics of manufacturing aluminum sheet products by eliminating the ingot casting, homogenization, and hot-rolling unit operations in conventional ingot processing while significantly reducing energy consumption.
Spray rolling is a relatively new strip-casting technology, being developed, that combines elements of spray forming and twin-roll casting. In spray rolling, molten metal is atomized with a high velocity inert gas, the resultant droplets are quenched in flight, and the spray deposits onto mill rolls (Figure 1). In-flight convection heat transfer and conduction heat transfer at the rolls rapidly removes the latent heat. Hot deformation of the semisolid material by the rolls fully consolidates the rapidly-solidified product. The high solidification rate in spray rolling allows a wider range of alloys to be processed, and at higher production rates than it is currently possible in commercial twin-roll casting practices.
While spray rolling shares many similarities with twin-roll strip casting, there are important differences:
- In twin-roll casting, the metal’s latent heat is dissipated almost exclusively by conduction heat transfer to water-cooled rolls. In spray rolling, convection heat transfer from small atomized droplets teams with conduction transfer at the rolls to increase the production rate and limit segregation.
- The metal introduced to the rolls in twin-roll casting is molten, while in spray rolling, it has a semi-solid “slushy” character. Solid particles in the slush act as nucleation sites, producing a near-equiaxed grain structure with very limited segregation. Aluminum alloys with high alloy content and a broad freezing range have been successfully spray rolled at comparatively high production rates.
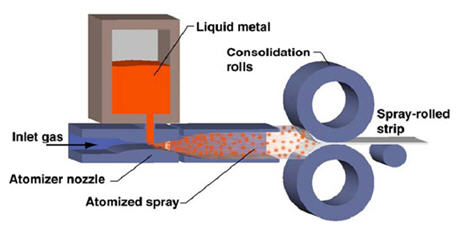
Figure 1: Schematic of spray rolling approach
Sprays are an integral part of many industrial processes. Spray systems are complex, and involve a wide range of length and time scales. The large disparity of scales makes reliable and computationally efficient simulations challenging, but beneficial because of the wide range of applicability.
In spray rolling, the rolls perform several functions. They collect spray, extract remaining latent heat, and consolidate semi-solid material to form fully-dense strip. By the time the spray impacts the rolls, most of the metal’s latent heat has been removed by convection heat transfer to the relatively cold gas that is entrained into the jet. The remaining liquid phase that deposits out has the same composition as the liquid metal feed. This greatly limits segregation because the surrounding solid material acts as a heat sink to rapidly solidify the remaining liquid phase. Thus, unlike twin-roll casting, solidification does not initiate at the wall of the rolls and progress inwardly. Nevertheless, the last material that solidifies can be enriched in alloying additions.
The spray-rolling process is an emerging technology, and therefore, not fully understood. To enhance the understanding of spray rolling, subprocess models are currently being developed and integrated into a global model for the overall spray-rolling process.
Commercial twin-roll casting is limited to alloys with a suitably narrow freezing range. Alloy used in this case is 2124 (Al-4.4 Cu-1.5Mg-0.6 Mn). Alloy 2124 was induction heated under a nitrogen atmosphere, superheated about 100°C above the liquidus temperature, and pressure-fed into an atomizer designed and constructed in-house. Atomized droplets were deposited into the roll gap of a 0.2 m x 0.3 m 2-HI Fenn rolling mill to produce strips measuring about 200 mm wide by 4.3 mm thick. The mill had standard tool-steel mill rolls that were not water-cooled. A nitrogen atmosphere within the spray apparatus minimized in-flight oxidation of the atomized droplets. Strips were produced at gas-to-metal mass flow ratios (G/M) of 0.15 and 0.3 while maintaining other processing conditions constant.
Spray-rolled 2124 strips were heat treated to the T851 temper, with cold rolling substituted for the normal commercial practice of stretching. Samples were solution treated at 493°C for 1 hr, water quenched, cold rolled 3%, and aged at 190°C for 12 hrs.
Annealing was performed by heating strip to 413°C, soaking for 5 min to 24h, cooling at 25 °C/h to 232 °C, holding at temperature for 4h, followed by slow cooling in the furnace.
The broad freezing range makes this alloy difficult to process by twin-roll casting. When processed by spray rolling, the properties of 2124 alloy were found to be sensitive to the solid fraction of the spray when it impacts the rolls. Solid fraction can be controlled by adjusting G/M which influences average droplet size in the spray, and consequently, droplet cooling rate.
Strip samples produced at G/M values of 0.15 and 0.30 showed marked differences in constituent particle size and distribution and resultant tensile properties in both the as-spray-rolled and T851 temper states. The cast material is characterized by a coarse dendritic structure and extensive interdendritic segregation of the solute-rich phases. In contrast, strip-cast material exhibited a fine-grain size nearly equiaxed structure with relatively small Al2CuMg and Al2Cu constituents.
It can be concluded that by combining convection cooling of atomized droplets with conduction cooling at the rolls, aluminum alloys with wide freezing ranges, such as AA2124, can be processed at high production rates. With an appropriate solid fraction, strip tensile properties meet or exceed those of strip processed by the conventional ingot practices while eliminating ingot casting, homogenization, and hot-rolling unit operations.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.