The High Pressure Die Casting Process
Abstract
HPDC is an efficient componentry manufacturing method for the production of various product forms with extremely quick casting possibilities coupled with a high pressure injection process.
The four main metal groups used with this technology are aluminum, zinc, magnesium and copper-base alloys.
High pressure die casting (HPDC) is a high volume manufacturing process for components of different sizes and shapes and there are some specifics of the process which can be discussed. The casting of a molten alloy into a mold is complete within several milliseconds. A significant quenching effect with high production rates is therefore possible. The application of high-pressure enables good contact between molten alloy and die wall that enables: the increase in cooling rate, the increase in heat flow and heat transfer coefficient at the die-melt interface as well as the formation of a net shape casting.
Casting defects such as shrink holes which generate by the shrinkage during solidification are reduced. Components with complicated shapes are produced directly from a liquid state even for a molten alloy with high viscosity. By taking these facts into account, it is expected that much larger shapes and dimensions can be formed in various alloy systems by the high pressure die casting process. The characteristics of the HPDC process, are high velocity of melt during filling the die and high solidification rate of the component. Such circumstances demands a more sophisticated approach to the study of phenomena during the HPDC process.
HPDC is a fully automatic, large volume, high productivity process for the production of complex, thin walled near net shape castings, with part weights ranging from a few grams to more than 15kg. It has traditionally been utilized in the production of housings etc., but this has changed. Presently, feasible products are automotive front end structures and instrument panels in magnesium alloys and B-pillars in aluminum alloys.
The four principal metals, with different alloy compositions, that are commonly hot- or cold chamber die cast are aluminum, zinc, magnesium and copper-base alloys. The injection system in the hot chamber machines is immersed into the melt and the pressure is therefore limited. The system also degrades quickly if exposed to aluminum. In the cold chamber process, the metal reservoir is separated from the injection system. The metal is filled into a steel shot sleeve, as shown in Figure 1, (magnesium is automatically metered). The shot sleeve is typically 200-300°C.
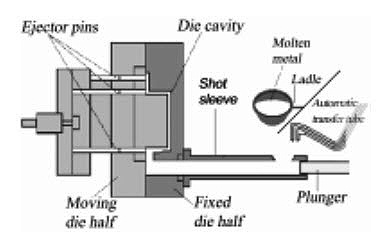
Figure 1: Illustration of cold chamber high pressure die casting
A production cycle in HPDC consists of:
1) Metering of metal into the shot sleeve
2) Plunger movement
3) Rapid die filling. The steel die, typically 200-300°C, dissipates the latent heat
4) During solidification the casting is pressurized hydraulically by the plunger to feed the solidification shrinkage. Locking forces up to 4000 tons are commercially available to withstand the large pressures
5) The die is opened
6) The casting is then ejected. The hydraulic energy is provided by a computerized system that permits control of metal position, velocity and plunger acceleration to optimize the flow and the pressure during filling and solidification.
The die cavity may be evacuated to reduce air entrapment during die filling, and high integrity die castings can therefore be produced by utilizing vacuum systems. Alternatively semi-solid metalworking (SSM) can be used to reduce turbulence. A short die filling time and thin walls results in high cooling rates, (typically 100-1000Ks-1). This promotes a fine grain size which provides decent mechanical properties. However, the properties can be improved by intimate interrelationship between product and process design through amended metal handling, accurate process control, and optimized runner and die design. The capacity of the injection system is described by the so called P-Q2 diagram which is supplied with the HPDC machine. It has been deduced that the pressure, P, is proportional to the square of the flow rate, Q.
The die characteristics can be described by the equation P=(kdie/Ga)Q2. The working conditions are determined from the intersection of the die line with the machine line in the P-Q2 diagram. Furthermore, suitable timing, good dimensional stability and correct assessment of the fluid and heat flow are prerequisites for better castings. Apparently minor factors such as the amount of lubrication, its composition and application procedures can turn out to be of utmost importance for the final casting characteristics.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.