Lead Free Solder Alloys
Abstract
From and environmental and compliance stand point there is a rapid drive in the electronics industry to move towards lead-free soldering.
The most promising replacements are tin-silver (Sn–Ag) and tin–silver–copper (Sn–Ag–Cu) that exhibit suitably high melting points, with correspondingly high solder reflow temperatures.
The solders used in the Electronic Industry are rapidly converting from Tin/Lead (Sn/Sb) solders to Lead-Free (Pb-free) solders to meet new environmental and Green requirements. Many of these requirements are controlled by laws and regulations, which vary by country and application. There has been a parallel shift for years from through hole to surface mount assembly, which can often compound the Pb Free soldering issues.
Many different solder alloys have been proposed as potential Pb-free solder replacements and the most promising of these fall into the general alloy families of tin-silver (Sn–Ag) and tin–silver–copper (Sn–Ag–Cu).
Single element systems have a single melting point where the material changes from a single-phase solid material to a single-phase liquid material. This can take a considerable time, but the temperature will remain constant as heat is absorbed to dissociate the solid-state atoms into a liquid state. For example, pure Ag melts at 961°C, while pure Sn melts at 232°C. However when other elements are added to a pure metal, the melting point of the mixture (alloy) may be depressed and additional eutectic and peritectic reactions can occur due to thermodynamic considerations. When Ag and Sn are combined for example, there is a single composition 96.5%Sn–3.5%Ag (all alloy compositions in this study are by % weight) where the two-phase solid transforms to a single phase liquid at a single temperature (221°C), much like a pure element. This is called the eutectic temperature. Deviating from this composition causes the change from solid to liquid to occur over a range of temperatures, sometimes referred to as the “mushy zone”. The temperature at the bottom of the mushy zone is called the solidus, or the point where the first liquid begins to form. The point at the top of the mushy zone is the liquidus, or the point where the last solid melts into liquid. Multiple component systems are more complicated and have more phases that can form, including even lower temperatures where eutectic liquids can exist.
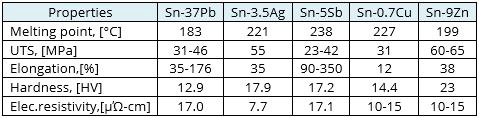
Table 1: Bulk Properties of Pb-Free Solders
Reflow Temperatures of Pb-Free Solders
The higher melting points of the typical Pb-free (Sn/Ag) solders requires reflow to occur above 240°C. The recommended soldering or reflow profile must assure a minimum time above 240°C that takes into account equipment temperature tolerances, and with varying product and component size and mass. Power semiconductor components can include larger and more massive components as well as the standard smaller components. This makes it more difficult to optimize the reflow process for all components on the PCB (printed circuit board).
The soldering of semiconductor devices to PCB has historically used Sn/Pb solders, but Pb-free solders are increasingly being used to eliminate Pb as required by environmental regulations. Most Pb free solders suitable for these applications are Sn/Ag alloys with higher melting points, with correspondingly higher solder reflow temperatures. The higher reflow temperatures are limited by the maximum allowable temperatures of components and fluxes. This creates a narrow reflow temperature window for Pb-free solder reflow. The optimization of the Pb-free solder reflow profiles is therefore more critical than Sn/Pb solder reflow profiles. Pb free soldering can also be more critical for power components and other larger mass components, which take longer to heat. Most Pb-free solders use the same flux systems as Sn/Pb solders, therefore use similar preheat and heating rate cycles.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.