The High Pressure Die Casting Process
Abstract
High Pressure Die Casting (HPDC) is a high-volume manufacturing process that utilizes rapid casting cycles and high-pressure injection to produce components with diverse shapes and sizes. Commonly used metals include aluminum, zinc, magnesium, and copper-base alloys. This technique provides excellent mechanical properties, reduced defects, and high dimensional accuracy. By integrating advanced technologies and optimized methodologies, HPDC supports applications ranging from small, intricate parts to large automotive structures, ensuring high efficiency and quality in production.
Introduction to HPDC
High Pressure Die Casting (HPDC) is a versatile and efficient method for manufacturing components of various forms and complexities. The process involves injecting molten alloy into a die cavity under high pressure, achieving rapid solidification and excellent contact between the molten alloy and the die walls. This technique is essential for producing high-quality components with minimal defects and superior mechanical properties.
Process Mechanics and Advantages
The HPDC process is distinguished by its high velocity and rapid cooling rates. The molten alloy fills the die cavity within milliseconds, ensuring:
- A significant quenching effect.
- Increased cooling rates.
- Enhanced heat flow and transfer at the die-melt interface.
These attributes result in the formation of near-net shape castings with precise dimensional accuracy. Additionally, casting defects, such as shrink holes caused by solidification shrinkage, are significantly reduced. Components with intricate shapes can be produced directly from molten alloy, even when dealing with materials of high viscosity.
Applications and Materials
Traditionally, HPDC has been used for manufacturing housings. Over time, its applications have expanded to include complex automotive components such as:
- Magnesium alloy instrument panels and front-end structures.
- Aluminum alloy B-pillars.
HPDC supports a wide range of part sizes, with weights varying from a few grams to over 15 kilograms. The primary metals used in this process—aluminum, zinc, magnesium, and copper-base alloys—each offer unique advantages for specific applications.
Hot and Cold Chamber Processes
HPDC employs two primary methods based on the material and application requirements:
- Hot Chamber Process: The injection system is immersed directly into the molten metal. This method is suited for metals like zinc and magnesium but is not ideal for aluminum due to rapid system degradation.
- Cold Chamber Process: Molten metal is poured into a separate steel shot sleeve before injection. The shot sleeve, maintained at 200–300°C, is highly effective for materials like aluminum and magnesium, ensuring durability and precision.
Production Cycle in HPDC
The production cycle consists of the following stages:
- Metering: Molten metal is poured into the shot sleeve.
- Plunger Movement: The plunger advances to inject the metal.
- Die Filling: The die cavity is rapidly filled with molten metal.
- Solidification and Pressurization: The casting is pressurized hydraulically to counteract shrinkage.
- Die Opening: The die is opened once the metal has solidified.
- Ejection: The completed casting is ejected from the die.
Hydraulic systems, controlled by computerized mechanisms, regulate metal flow, velocity, and plunger acceleration to optimize the process.
Enhancements in HPDC Technology
Modern advancements in HPDC include:
- Vacuum Systems: Reduce air entrapment during die filling, resulting in high-integrity castings.
- Semi-Solid Metalworking (SSM): Minimizes turbulence and enhances material properties.
- Optimized Die Design: Improved runner systems, precise process control, and advanced metal handling ensure better outcomes.
Cooling rates between 100 and 1000 Ks⁻¹ promote fine grain structures, leading to enhanced mechanical properties. Additionally, the P-Q² diagram—describing the relationship between pressure (P) and flow rate (Q)—guides operational parameters for improved casting quality.
Importance of Die Characteristics
The die's characteristics and design significantly impact casting quality. Key factors include:
- Accurate timing and dimensional stability.
- Effective management of fluid and heat flow.
- Proper lubrication composition and application methods.
Even minor adjustments can greatly influence the mechanical properties and surface finish of the final product.
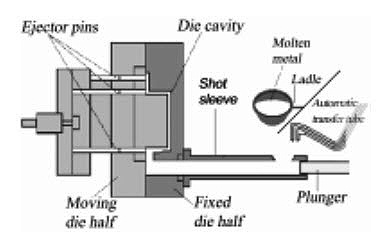
Figure 1: Illustration of Cold Chamber High Pressure Die Casting
This figure, referenced in the "Hot and Cold Chamber Processes" section, illustrates the cold chamber method, showcasing the injection system and steel shot sleeve setup.
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.