Primary Al-Alloy Bulk Production by Retrofitting EMS on Furnace Wall: Part Three
by Dr Pradeep K. Maitra (former GM QA & Head R&D, BALCO) LM-IIM, Bhilai Chapter, India
Abstract
The first ever EMS producers were situated in Krasnoyarsk, Russia. The first designs were relatively primitive with massive efficiency loss due to the consumption of excessive energy.
Over the last several decades, much work has been done to optimize the process and associated equipment and as a results there are now many producers of EMS systems all over world.
The EMS Producers
EMS was initially produced by the MHD Centre in Krasnoyarsk, Russia and during the early stages of development it was made-up of complicated components and used to consume excessive energy but in past ten-fifteen years, many innovative works have been performed to improve the efficiency and to reduce the cost and many industries started fabricating or assembling custom built EMS systems for metallurgical industries worldwide.
The practice is also extended for forced convection of liquid metal in the stationary mold or the continuous casting mold, which has been found to bear a significant influence on the crystallization process of castings, a list of country wise EMS-suppliers are given below:
Austria-Hertwich Engineering, Germany-Jasper GmbH , Die Carli Precimeter GmbH, China-Anssen Metallurgy, Suzhou Debra, Hebei Unique Electric Co., Shijiazhuang Idea Electric Co, Foshan. Yueyang Mingke Electromagnet Co, Ltd, Czech-Stinchcombe and Gors, Hungary-Tűzállótechnika, Italy-Genios–Solios, Ergolines, Japan-Zmag, Sinfonia Tech, Latvia-"MHD SKB" Ltd, Norway-Siber Force Ardel, Russia-ALTEK-SIBERFORCE, Sweden- Al-EMS ABB, UK-ALTEK Europe Ltd, USA-Pyrotek Inc, CMI Novacast, Metaullics Systems Div,Furnace Engineering.
EMS System Familiarization
The main purpose of the familiarization study was to understand capacity/capability of the EMS systems being produced, the retrofitting process and asses suitability of EMS to amplify the rate of dissolution of alloying elements and chemistry consistency thereafter.
Accordingly several producers and system builders of EMS from the above stated list were contacted and the objective of the survey was communicated to them. The information relevant to the 60t HF, (e.g. melt volume area and depth of molten Al), wall thickness, space availability for EMS installation, type of alloy to be produced/day, composition of alloy and alloying metals, input electric power supply: current, voltage, etc.) was also provided to them. The outcomes of the interactions are briefly narrated below [1,2,3,4]:
1) It was informed that there are several EMS which are successfully operating in both ferrous & non-ferrous industries worldwide. The performances of retrofitted EMS have been tested by several hundreds of users worldwide & found it to be excellent in delivering chemistry consistency of Al-alloys produced in a HF. Further many new developments are taking place regularly and being incorporated into the system.
2) In non-ferrous industries, initially the EMS was introduced for Secondary-Al to melt solid Al-scraps and stir the melt to homogenize, but its application in Primary-Al industries is comparatively a new approach of producing Al-cast alloys with molten-Al, utilizing the thermal energy of hot metal. EMS is the device whose main purpose it is to generate movement in the liquid metal which is typically used for homogenizing the liquid metal e.g. maintaining metal chemistry and faster rate of dissolution of alloying additives in base metal.
3) Besides the US and some western countries, Russian and Middle Eastern Al-industries are also rapidly getting their HF retrofitted with EMS [The VAS, Russia, will mainly produce A356.2 Al-alloy for production of automotive wheels, (RUSAL statement, Metal World Dec-2011), ALBA-Bahrain, 2 furnaces of cast house- II- extension implementing the EMS system. Ma'aden ALCOA - Saudi Arabia 90t tilting melting furnace is already fitted with a bottom mount EMS version]. However the application of EMS is yet to gain momentum in the Indian sub-continent.
4) Pre-built equipment are generally the choice of buyers, but “Off the Shelf” availability of EMS-systems, for 60t HF appear to be remote, since the pattern and intensity of stirring is required to be evaluated by the system builders prior to design of the EMS. Of course some suppliers sell pre-built EMS at much lower prices, without the liability of retrofitting the equipment, and the buyers may have to sustain enormous risk of uncertainty of machine performance.
5) During retrofitting, the EMS inductor may either be placed at the bottom side or at the lateral side wall of the HF, the former one requires long down time (~90 days) for heavy (~15t) installations and alot of furnace modification work inclusive of foundation breaking, bottom steel plate & refractory material replacement etc involved. Such installations are mostly used for new and often for old HF where the depth of molten-metal does not change frequently, whereas the latter one is used for the HF, where the depths of molten-Al changes are minor, such installation is comparatively lighter (~4t) and needs less furnace down time (~15days) for retrofitting.
6)The EMS is expensive and electronically operated custom built machines and in general the budgetary price estimate provided by the suppliers are higher than the actual price, furthermore the price varies greatly on the reputation and the services offered by the companies. Still an integrated system i.e. (60t Furnace + EMS + Liquid metal pumping facility) would cost (~$600 k), whereas the retrofitting of EMS on old HF would be economical (~$400 k) from the same company. Few EMS builders provide conjugated systems for both stirring & linear pumping facilities for melt transfer to other furnaces, such systems are obviously costlier (~$500 k), but the duel system can be utilized for making both cast and wrought alloys (slabs, billets, rods & rails). [5,6] Besides the above small batches of alloy can be produced in ladles with better utilization of thermal energy of hot metal; by retrofitting the small EMS in ladle or by using custom built ladle with EMS, and the molten alloy can be cast or delivered into the HF instead of virgin Al.
7) For retrofitting the essential accessories required are transformers control panels, inductor control system, cooling system with piping for recirculation of coolant, connecting cables fine tolerance controllers, refractoriness etc The wall side attachment is made up of two components i.e. port (~3t) & inductor (~1t), provide enough physical support to withstand the additional vertical load on tilting mechanism of the furnace.
8) The system builder designs the EMS system based on furnace sizes & the buyers requirements and during installation, modifies the HF by opening a hole on the wall where the port with inductor is attached and the system is operated by the suppliers engineers at the buyers site.
9) The Inductor design is proprietary matter and its details are available in literature, during operation it gets heated up and to save the components inductor is cooled with air or water, in warm locations water cooling system is more effective & in other locations air cooling may be used.
10) Some EMS operates with normal (50/60Hz) & some with low (0.5 to 5Hz) or with variable frequencies 0.5 to 15Hz). The strength of an inductive force can be adjusted by the amount of electric current allowed to flow into it. As a result, the same electromagnet can be adjusted for different strength levels through control panels.
11) One supplier provided the published information on the stirring efficiency of Al-Si-Cu alloy achieved by them within thirty minutes after the addition of alloying metals, the mean deviation of each element is given in Table 2.

Table 2: Showing the chemistry mean deviations (%) of Al-Si-Cu alloy achieved while using EMS in HF
12) For force circulation of liquid Al, baring few exceptions all suppliers claim more or less the same effect on the operational benefits like chemistry consistency, temperature uniformity, faster rate of metal dissolution etc. The EMS installations exists in the following renowned industries, Carcano (Italy), China Steel Aluminium Corporation (Taiwan), Bridge north Aluminium Ltd (UK), Kaiser Aluminium (USA), Almex Inc ( USA), Constellium (France), HYDRO Commerce (USA), SAPA, Nichols, Constellium and Hulamin etc.
13) The alloy quality, production & productivity etc can be evaluated through sampling, analyzing, and accounting of the metal throughput. The performance guarantee of the installed machine can be verified by appointing 3rd party independent surveyors like SGS or Alfred H Knight and they, with the help of metallurgical accounting (MA) methods can establish the performance. The MA exhibits decision making information about equipment operations, recovery rates, mass balance and material losses on a process under observation.
14) Based on the quantity of Al-alloy required to be produced in furnaces, the simple specifications of both bottom-side & wall-side EMS are given in Tables 3& 4.
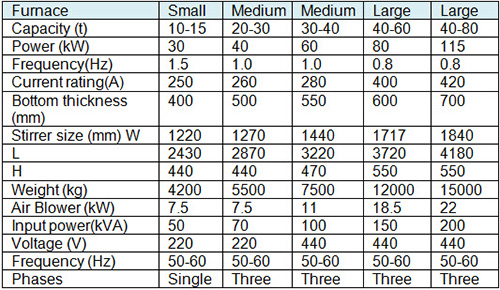
Table 3: Specification of different bottom side EMS for Retrofitting
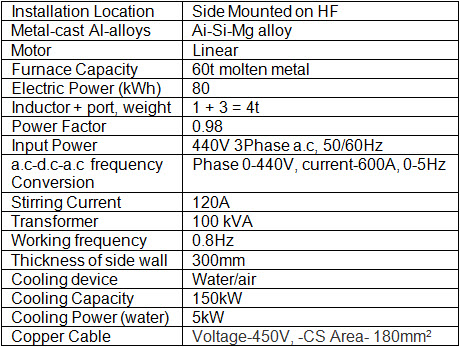
Table 4: Specification of wall-side EMS for retrofitting
Access Precise Properties of Aluminum Alloys Now!
Total Materia Horizon contains property information for 30,000+ alumiums: composition, mechanical, physical and electrical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.