Twin Roll Casting of Al Alloys: Part One
Abstract
Aluminum twin roll casting is a relatively new processing technology which allows for liquid aluminum to be transformed into strip directly with the integration the casting and hot rolling production phases.
The advantages are outstanding particularly in relation to cost savings through the simplified process, and low energy costs but how does the technique compare to more established processes like direct chill methods when we are considering the microstructure and subsequent attained material properties?
The various strip casting technologies are suitable for the casting of wrought alloys and allow the production of strip from 3 mm to 20 mm thickness and up to 2150 mm in width. After casting the strip can be directly coiled – or it can be immediately (without down cooling) rolled into a coilable gauge. For the mass production of collapsible tubes and rigid cans the machines for the blanking of slugs or for extruding can be placed directly after the casting machines. In this way a continuous production is achieved.
The conventional way of producing rolling slabs is DC (Direct Chill) semi-continuous casting although some slabs are produced by pouring molten metal into a permanent mold. After DC casting, the rolling slabs are re-heated to about 500°C and hot rolled to a coilable thickness of between 4 mm and 6 mm.
The biggest advantage of continuous technologies is the saving of several production steps in the production of strip or foil compared to conventional technologies.
Conventional technology:
Melting → DC-casting → hot rolling → coiling → cold rolling (possibly including several thermal treatments) → foil or can stock
Continuous technology:
Melting → strip casting → coiling → cold rolling (possibly including several thermal treatments) → foil or can stock
Aluminum twin roll casting is a new process, which turns liquid aluminum into strip directly. It puts the casting and hot rolling process of traditional aluminum strip into integration, on one hand, to complete continuous cooling and solidification, on the other hand, to produce plastic deformation. It has been widely used for its outstanding advantages, such as its simplified process, low energy consumption, short production cycle, low cost and low investment.
In the process of aluminum twin roll casting, the microstructures of materials depend on the casting process parameters, and microstructure has a great impact on its properties. Therefore, to find out the disciplines of microstructure formation in roll casting is an economical and feasible way to optimize the parameters of the casting process and to get high quality strip by the calculation and prediction of the casting process.
In the work of Dundar M. et al is presented the results of the uniaxial tensile test results of the Twin-Roll Cast (TRC) and Direct-Chill Cast (DCC) of the 5XXX series. The prediction of “formability” in modes other than uniaxial stretching from parameters calculated from uniaxial tension test results often referred to as “forming indices”, has often been attempted in the sheet metal forming industry. However, the uniaxial tension test should not be considered a formability test.
Although, the results correlate with field failures in the uniaxial stretching mode, few forming operations result in failures that occur in the uniaxial mode. Therefore, response of TRC 5052, 5754 and 5182 alloy sheets under more complex strain states, as encountered in industrial press forming operations was determined with the concept of Forming Limit Diagrams (FLD) in the present study. Identical tests were also conducted for their Direct-Chill Cast (DCC) and hot/cold rolled counter parts.
The TRC 5XXX alloys used in the present study were cast at ASSAN Aluminum with a 1725 mm wide SpeedCaster® at width and gauge ranges of 1400-1700 mm and 5-6 mm, respectively. All materials, including those produced with the DC casting route were 1 mm thick, except for the DCC 5754 sheet with a thickness of 1.15 mm. Uniaxial tensile tests were conducted along the rolling direction, and at 45 and 90 degrees to the rolling direction, to determine the tensile properties as well as the strain hardening exponent, n, and the plastic anisotropy ratio, r.
The uniaxial tensile test results of the TRC and DCC 5182, 5052 and 5754 alloy sheets are given in Table 1. Both TRC and DCC 5052 and 5754 sheets appear to show highest tensile elongation values at 45 degrees to the rolling direction. These results agree with those reported for similar materials in 0 temper and are attributed to the crystallographic texture developed during processing.
All 5XXX sheets, regardless of the production technique used and with the Mg levels tested in this investigation, deform inhomogenously at the start of plastic deformation, displaying a Luders elongation at the initial yield, and serrated flow at higher strains. The strain hardening exponent values of the TRC 5052 are higher than the DCC 5052 values whereas those of the TRC and DCC 5754 sheets are similar. DCC sheet has better tensile elongation and n values than its TRC counterpart in the case of 5182 alloy.
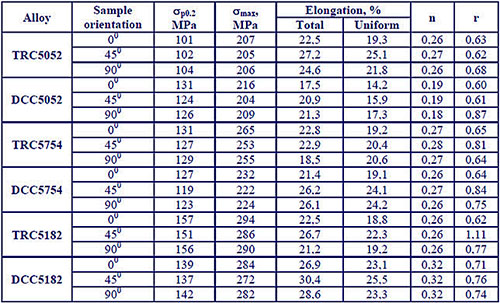
Table 1: Result of the mechanical properties of the TRC 5XXX and DCC 5XXX alloy sheets used in the investigations
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.