Thermal Spray Coatings: Part One
Abstract
The thermal spray gun uses plasma arc, combustible gases or an electric arc to generate the heat necessary to melt the coating material. The material changes to a plastic or molten state when heated and is accelerated by process gases. The acceleration of the molten material produces a confined stream of particles that the process gases transfer to the substrate.
Thermal spraying is generic term used to define a group of processes that deposit finely divided metallic or nonmetallic materials onto a prepared substrate to form a coating. The coating material may be in powder, rod or wire form.
The thermal spray gun uses plasma arc, combustible gases or an electric arc to generate the heat necessary to melt the coating material. The material changes to a plastic or molten state when heated and is accelerated by process gases. The acceleration of the molten material produces a confined stream of particles that the process gases transfer to the substrate. The particles strike the substrate, flatten upon impact, and form thin platelets that bond to the substrate and to each other. The particles build up and cool into a lamellar structure that forms a coating.
The thermal spray process is synergistic. System components, parameters and the desired coating functions and properties must be determined to select the type of material and equipment needed for the process. The process may be tailored for particular application after establishing this information.
Various coatings can be achieved by using different combinations of equipment and consumables. Basic thermal spray systems typically consist of a spray gun, powder supply or gas control console and a wire or powder feeder. The scheme of thermal spray coating process is shown in Figure 1.
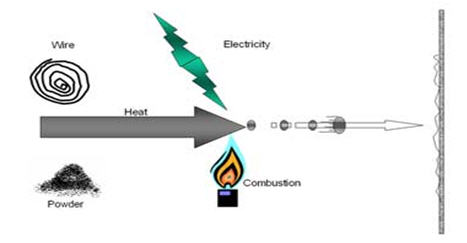
Figure 1: Scheme of thermal sprayed coatings process
Thermal spray processing is a well established way of forming coatings of thicknesses greater than about 50 micrometers, so-called thick coatings. A wide range of materials can be thermal sprayed for a variety of applications, ranging from gas turbine technology (heat engines) to the electronics industry.
Thermal sprayed coatings have been produced for at least 40 years, but the last decade has seen a virtual revolution in the capability of the technology to produce truly high performance coatings of a great range of materials on many different substrates. This enhancement of the technology has been achieved largely through the introduction of new spray techniques, the enhancement of spray process controls, by employing state-of-the-art methods of feedstock materials production, and through the use of modern techniques of quality assurance.
Although the use of advanced thermal spray coating methods has largely occurred within the aircraft industry, newer, extended applications of the technique have demonstrated its versatility. Applications include protection from wear, high temperatures, chemical attack, and the more mundane uses of environmental corrosion protection in the infrastructure maintenance engineering. Of greatest importance, and making thermal spray processing uniquely important to an ever increasing engineering community, are:
- • improved spray foot-print definition versus wide spray beam;
- • high through-put versus competitive techniques;
- • significantly improved process control;
- • lower cost-per-mass of applied material, together with overall competitive economics.
The various thermal spray processes are distinguished on the basis of the feedstock characteristics (wire/powder) and the heat source employed for melting. Processes and typically used materials in thermal spray coatings are shown in Table1 and described further on.
Table 1: Classification and approximate compositions of principal types of tool steels
| Process | Component Example | Typical Coating Material |
| Wire Arc Spray | Shaft Rebuild Bearing Areas Hydraulic Ram Repair White Metal Bearing | Stainless steel, Babbitt molybdenum, bronze, zinc copper, aluminium, silver tin, monel, etc. |
| Wire / Powder Flame Spray | Pump Sleeves Impeller Wear Rings Case Rings Plungers Bearing Locations | Cobalt, chrome, nickel boron, self fluxing spray fusing, alloys, etc. |
| HVOF (High Velocity Oxygen Fuel) | Seals Sleeves Bushes Process Rollers Compressor Piston Rods Wire Cones Pump Plungers | Tungsten Carbide High grade stainless steel Nistelle Tribaloy etc. |
| P. T. A. Plasma Transferred Arc | High Temperature Control Valve Stems & Seats Sleeves Shafts | Nickel base alloys Stellites Nistelle Tribaloy etc. |
| Atmospheric Plasma Spray | Seal Faces Wire Guides Yarn Guides Pump Sleeves Compressor Rods Plungers | Ceramics Carbides Metals Cermets |
Feed Materials
A large diversity of materials is used as thermal spray feedstock. Many different types of ferrous alloys are thermal sprayed, including stainless steel and cast iron. Light metal alloys are thermal sprayed; for example, titanium and aluminum alloys. Copper alloys, including a wide range of bronzes, are sprayed, as are reactive metals, including niobium and zirconium.
In recent years, and very important both industrially and scientifically, intermetallic alloy powders have been plasma sprayed in environmental chambers, for example, on niobium as oxidation-resistant protective coatings and as free-standing forms. Wide ranges of cermets are available, that is, blends of metals and ceramics, which when plasma sprayed produce very high strength deposits. Novel ceramics, glasses and various high performance materials have begun to be available. These materials will be the basis for new plasma spray applications in the future.
Metal alloys and ceramics differ in the manner in which they are fed into thermal spray guns. Metals are employed as powders and wires, and ceramics are used as powders and sintered rods (the latter, for special proprietary guns), usually 1/4 inch in diameter. Combustion flame spray uses powder or wire of metals and ceramic powders. The HVOF process uses fine powder. In plasma spraying, metal and ceramic powders are used. As indicated above, in plasma spray, very careful control of feedstock powder chemistry and particle size distribution is required.
There have been debates concerning the part played by powder characteristics on deposit properties. It can be said, generally, that spherical, monosized and chemically homogeneous powder particles are preferable to particles having faceted shapes, wide size distributions, and a non-uniform distribution of components. Of course, it would be impractical and costly to employ an ideal feedstock in most applications. However, in recent years, it has become possible to approach the ideal, allowing the economical deposition of high performance coatings for an ever increasing range of demanding applications.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.