Friction Stir Welding of Aluminum Alloys: Part Two
W.M. Thomas, I.M. Norris, D.G. Staines and E.R. Wats, TWI Ltd, Cambridge, United Kingdom
Abstract
Friction stir welding (FSW) is a relatively new joining process that has been demonstrated in a variety of metals, such as steel, titanium, lead, copper, and aluminum. The process is especially advantageous for joining aluminum and has been exploited commercially around the world in several industries. The unique properties of friction stir welds make possible some completely new structural designs with significant impact to ship design and construction.
Friction-stir processing (FSP) is an emerging surface-engineering technology that can locally eliminate casting defects and refine microstructures, thereby improving strength and ductility, increase resistance to corrosion and fatigue, enhance deformability, and improve other properties.
Aluminum alloys are relatively difficult to weld primarily due to aluminum’s high thermal conductivity and the formation of defects during welding including porosity and solidification cracking. In shipyards that perform aluminum construction, much of the welding is done manually using gas metal arc welding (GMAW), otherwise known as metal inert gas (MIG) welding.
Friction stir welding (FSW) is a relatively new joining process that has been demonstrated in a variety of metals, such as steel, titanium, lead, copper, and aluminum. The process is especially advantageous for joining aluminum and has been exploited commercially around the world in several industries. The unique properties of friction stir welds make possible some completely new structural designs with significant impact to ship design and construction.
Friction-stir processing (FSP) is an emerging surface-engineering technology that can locally eliminate casting defects and refine microstructures, thereby improving strength and ductility, increase resistance to corrosion and fatigue, enhance deformability, and improve other properties. FSP can also produce fine-grained microstructures through the thickness to impart super plasticity. FSP zones can be produced to depths of 0.5 to 50 mm, with a gradual transition from a fine-grained, thermodynamically worked microstructure to the underlying original microstructure. Essentially, FSP is a local thermo mechanical metal working process that changes the local properties without influencing properties in the remainder of the structure.
The process is especially well suited to butt and lap joints in aluminum, since aluminum is difficult to weld by arc processes, but is very simple to weld by FSW. The process is carried out in aluminum without filler metal or shielding gas, and full-penetration butt welds can be made in aluminum from 0.02” (0.50 mm) thick up to as thick as 3” (75 mm) in a single welding pass. Different alloys of a like base metal can be welded to each other, such as 6061 aluminum to 5083 aluminum, and welds can easily be made to join wrought plate, forgings and castings to each other.
The unique characteristics of FSW make fundamental changes in joining and processing methods possible. Since FSW operates at a much lower temperature than traditional arc processes, the residual stress and distortion are typically very low. This characteristic makes it possible to prefabricate stiffened panels that are dimensionally accurate, with implications for several industries.
In addition, the FSW process produces an extremely fine grain structure, giving the stir zone unique deformation characteristics compared with other welding processes, and making it ideally suited for applications where impact damage is a concern. An extension of FSW called friction stir processing (FSP) has allowed researchers to generate desirable microstructure in specific areas of a workpiece, as opposed to using the process for joining, in order to produce localized changes in properties.
Friction Stir Welding (FSW) is process in which a rotating tool, comprised of a shoulder and a probe, is plunged into the joint and traversed along the weld line to form a weld. A typical FS weld consists of: a thermo-mechanically affected zone (TMAZ), which includes the dynamically-recrystallized stir zone (SZ) and the deformed but not recrystallized surrounded region, the heat-affected zone (HAZ) and the unaffected base material (BM).
Static properties are generally better than for fusion welds. In T6 temper alloys tensile strength is >70 % of base metal strength. Welding in the T4-temper condition followed by a post-weld ageing could give >90 % of BM tensile strength in the weld. Due to its fine-grained microstructure and smooth nature of the weld surface, the fatigue properties in sound weld are close to those of the base alloy. Hardness profiles for EN AW-6082-T6 (top centre) and T4 (top right) as-welded and after post-weld heat treatment show that the base metal hardness can be almost fully restored (Table 1). FSW involves no use of filler material.
Table 1: Properties of base metal and as friction stir welded.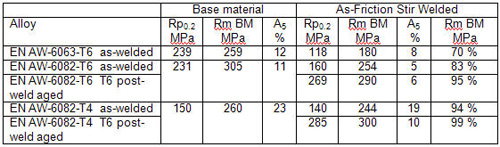
Table 2: Base metal and GMAW strength requirements, with typical FSW tensile properties for welded aluminum materials.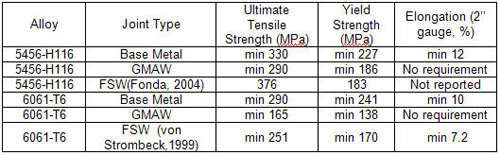
In the heat-affected zone (HAZ) of friction stir-processed 7XXX series aluminum, corrosion resistance is greatly lowered from that of the parent metal. It has been observed that selective intergranular attack occurs primarily in the HAZ when exposed to a corrosive environment. This intergranular susceptibility in 7075 Al varies dramatically with even subtle changes in heat treatment, due in part to precipitation of the alloying elements, Mg, Zn, and Cu, to the grain boundaries (GBs) during aging. An absence of precipitates, a precipitate-free zone (PFZ) on the order of ~70 nm, is left around the GB (Figure 1).
The presence of PFZs in the HAZ reduces the yield strength of the material by dissolving the metastable Guinier-Preston zones, a significant strengthening mode in precipitation-hardened aluminum. While there exists a strong electrochemical factor in stress-induced cracking that can be altered by aging and heat treatment this investigation focuses principally on GB type relative to PFZ properties, because intergranular geometry has been shown to be important in affecting the failure mode of materials.
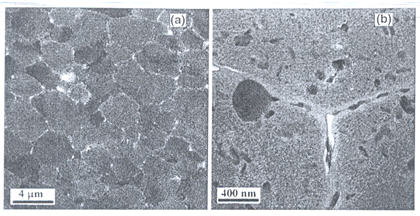
Figure 1: Typical (a) grain structures and (b) PFZs near the GBs obtained in friction stir-processed 7075-T7 AI alloys.
With respect to this relationship between GB geometry and PFZ property, current transmission electron microscopy (TEM) research finds that the width of the PFZ varies by GB type. Results suggest that high-energy/ high-angle random (HAR) GBs average ≈70 nm (PFZ half-width) while certain low-angle and coincident site lattice (CSL) interfaces (Σ1a, Σ3, and Σ5) exhibit from ≈40 to 60 nm half-widths. For consistency, GB character will be referred to in relation to the width of PFZ that is formed under exposure to heat from friction stir welding.
In addition to considering GB character in a microstructure, the connectivity of GBs of specified character adds to an understanding of mechanical behavior differences in materials. The standard bond percolation theory often related to examinations of connectivity may not directly apply to real microstructures, but the statistics of cluster sizes may be related to stress corrosion cracking.
The radius of gyration, defined of a cluster of unfavorable GB types in a corrosive environment could act as a critical crack of size α in the following familiar equation for plane strain fracture toughness (KIC):
KIC > Υ σ √πα
Here, σ is the stress applied to the material and Υ is a dimensionless factor, which depends on sample and crack geometry, sample loading, and the proportion of crack length to sample width. Crack formation, of at least the size of the radius of gyration, is expected to occur in the material. For this reason, the radius of gyration for connected clusters of boundaries with unfavorable character becomes useful when considering design stresses for any particular engineering design.
The section cuts described here were taken from the parent metal and the heat-affected zone on the advancing side of the weld, where the delineation between the HAZ and other weld regions is most noticeable. The cross-sectional surface of the weld was polished to 6μm grit in order to visually distinguish the location of the HAZ. Following this, a 3-mm region around this delineation was cut from the weld and then from the parent material at the same angle. These regions were subsequently sectioned as represented in Figure 2.
It is somewhat surprising to find that the GB character distribution for thin-PFZ boundaries in the HAZ experienced dramatic growth. This observation contrasts with common knowledge that the HAZ has diminished material properties. This increase in surface area per unit volume of thin-PFZ boundaries seems to explain the much smaller average radius of gyration of wide-PFZ clusters; this is not as obvious from simply examining reconstructed boundary statistics. Another surprising observation is that the macroscopic normals for nearly all CSL boundaries were contained within belts, or great circles, which spanned the pole figure plots in differing directions.
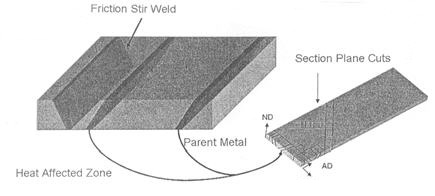
Figure 2: Ilustration of removal of the advancing side of the HAZ and subsequent section plane cuts.
It can be seen from these simple calculations that the PFZ volume fraction, deduced from surface area per unit volume of GBs, should be taken into consideration when modeling microstructure yield strength in the HAZ. At the same time, there are obviously other factors to consider, such as the larger grain size of the HAZ and heat aging when predicting the yield strength.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.