Squeeze Casting Process: Part One
Abstract
Squeeze casting as liquid-metal forging, is a process by which molten metal solidifies under pressure within closed dies positioned between the plates of a hydraulic press.
The applied pressure and instant contact of the molten metal with the die surface produce a rapid heat transfer condition that yields a pore-free fine-grain casting with mechanical properties approaching those of a wrought product. The squeeze casting process is easily automated to produce near-net to net shape high-quality components.
Squeeze casting as liquid-metal forging, is a process by which molten metal solidifies under pressure within closed dies positioned between the plates of a hydraulic press. The applied pressure and instant contact of the molten metal with the die surface produce a rapid heat transfer condition that yields a pore-free fine-grain casting with mechanical properties approaching those of a wrought product. The squeeze casting process is easily automated to produce near-net to net shape high-quality components.
The process was introduced in the United States in 1960 and has since gained widespread acceptance within the nonferrous casting industry. Aluminum, magnesium, and copper alloy components are readily manufactured using this process. Several ferrous components with relatively simple geometry for example, nickel hard-crusher wheel inserts-have also been manufactured by the squeeze casting process.
The squeeze casting process, combining the advantages of the casting and forging processes, has been widely used to produce quality castings. Because of the high pressure applied during solidification, porosities caused by both gas and shrinkage can be prevented or eliminated. The cooling rate of the casting can be increased by applying high pressure during solidification, since that contact between the casting and the die is improved by pressurization, which results in the foundation of fine-grained structures.
Macro segregation has been known to be easily founded in most squeeze castings, which leads to non-uniform macrostructures and mechanical properties. It is generally considered that pressurization during solidification prevents the foundation of shrinkage defects. However, it enhances the foundation of macro segregates in squeeze castings of aluminum alloys. Foundation of macro segregates in castings or ingots has been reported to be caused by interdendritic fluid flow, which is driven by solidification contraction, differences in density, etc.
With the current emphasis on reducing materials consumption through virtually net shape processing and the demand for higher-strength parts for weight savings, the emergence of squeeze casting as a production process has given materials and process engineers a new alternative to the traditional approaches of casting and forging. By pressurizing liquid metals while they solidify, near-net shapes can be achieved in sound, fully dense castings.
Squeeze casting is simple and economical, efficient in its use of raw material, and has excellent potential for automated operation at high rates of production. The process generates the highest mechanical properties attainable in a cast product. The microstructural refinement and integrity of squeeze cast products are desirable for many critical applications.
As shown in Fig. 1, squeeze casting consists of entering liquid metal into a preheated, lubricated die and forging the metal while it solidifies. The load is applied shortly after the metal begins to freeze and is maintained until the entire casting has solidified. Casting ejection and handling are done in much the same way as in closed die forging. There are a number of variables that are generally controlled for the soundness and quality of the castings.
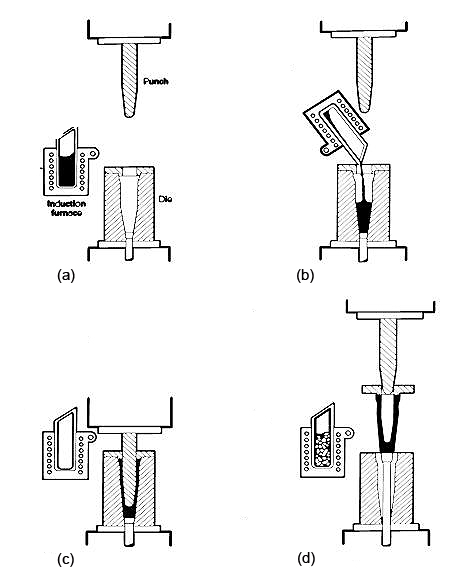
Figure 1: Schematic illustrating squeeze casting process operations. (a) Melt charge, preheat, and lubricate tooling. (b) Transfer melts into die cavity. (c) Close tooling, solidify melt under pressure. (d) Eject casting, clean dies, charge melt stock.
Casting Parameters
Casting temperatures depend on the alloy and the part geometry. The starting point is normally 6 to 55°C above the liquidus temperature.
Tooling temperatures ranging from 190 to 315°C are normally used.
Time delay is the duration between the actual pouring of the metal and the instant the punch contacts the molten pool and starts the pressurization of thin webs that are incorporated into the die cavity.
Pressure levels of 50 to 140 MPa are normally used.
Pressure duration varying from 30 to 120s has been found to be satisfactory for castings weighing 9 kg.
Lubrication. For aluminum, magnesium, and copper alloys, a good grade of colloidal graphite spray lubricant has proved satisfactory when sprayed on the warm dies prior to casting.
Casting Defects
Extensive efforts have been made to investigate how heat transfer characteristics affect the solidification behavior of aluminum alloys in squeeze casting. Some qualitative explanations on the foundation of channel macro segregates have been made in the squeeze casting of an Al-4.5 wt pct Cu alloy. Attention has also been given to the exploration of practical methods of eliminating casting defects in squeeze castings. However, it is generally considered difficult to prevent the foundation of macro segregates in squeeze casting, since the condition for producing sound castings without the foundation of macro segregates and shrinkage defects is very limited. No quantitative work has reported on the control of solidification characteristics to prevent the formation of macro segregates in the squeeze casting process.
An Al-4.5 wt pct Cu alloy was used as the casting material. After melting in a high frequency induction furnace, liquid metal with a certain superheat was poured into the preheated tool steel die with a cylindrical cavity of an internal diameter of 50 mm. After pouring the melt into the die cavity, pressurization was achieved using a 30 T hydraulic press. The delay time, which is necessary for the pressurization of the melt after pouring, could be kept below 4 seconds in order to prevent the start of solidification prior to pressurization. Degassing of the melt was not performed to investigate the effects of humidity on the formation of macro defects.
In order to investigate the conditions of the formation of macro segregates in correlation with the formation of shrinkage defects, the effects of the process parameters, such as pouring temperature (Tp), die temperature (TD), delay time (tD), applied pressure (P), and humidity (Hd), were examined.
The die temperature was in the range of 50°C to 300°C, and the pouring temperature was in the range of 650°C to 810°C. The average humidity was in the range of 20 to 80 pct RH, and the relevant air temperature was in the range of 15°C to 30°C. The squeeze-cast specimens were cut into two parts in the longitudinal direction and prepared for the observation of macro structures and macro-segregation patterns by polishing and etching with Turker's reagent. Figure 2 shows a typical macro structures of an Al-4.5 wt pct Cu alloy squeeze-casted specimens.
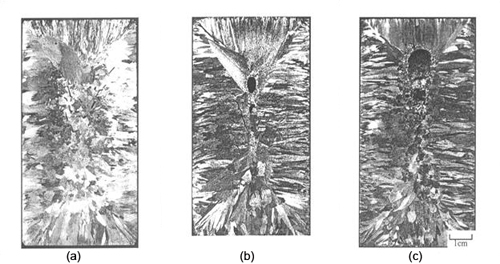
Figure 2: Typical macro structures (a) macro segregation only; (b) both macro segregation and shrinkage defects; and (c) shrinkage defects only.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.