Vacuum Brazing: Part Two
Abstract
A critical step in any brazing process is the successful removal of oxide films before the process begins and the vacuum brazing process is no different.
In order to prepare the mating surfaces for brazing the ‘clean-up’ process needs to be initiated and this typically happens most effectively between 600 and 850°C.
One of the fundamental criteria that determine the successful outcome of any brazing operation is that the mating surfaces of the joint are substantially free from oxide films when the brazing alloy melts and flows. Vacuum brazing is no different in this respect to any other brazing procedure; oxide-film removal has to be achieved before the production of a satisfactory joint can be achieved!
The oxide removal processes in vacuum brazing only begins to operate at relatively high temperatures, indeed this consideration dictates the lower limit of the brazing temperature that can be used in any particular case since the surface films on the parent materials must be removed before wetting and flow can occur. When the heating cycle begins, and during the time where the temperature of the parts is too low to initiate ‘clean-up’, the films that are already present on the surfaces of the parent materials increase in thickness as they react with the residual gases in the furnace chamber. As might reasonably be expected, this is because the residual trace of the atmosphere found within the furnace almost always contains both oxygen and water vapour.
For example, during a ‘normal’ vacuum-brazing cycle, hitherto ‘bright and shiny’ stainless steel often loses its brightness and becomes grey in colour between about 600 and 850°C. In consequence when the temperature in the furnaces reaches a level where the ‘cleaning action’ begins it is clear that quite a lot of work has to be done to reach a level of surface cleanliness where brazing will occur. Experience proves beyond any reasonable doubt that the cleaner the residual atmosphere during the warming up procedure the lower is the temperature at which brazing will occur.
For example, 304 stainless steel can, with a suitable filler material, be brazed at a temperature as low as 900°C in a ‘super-clean’ furnace. More often, however, the reality is that the temperature has to exceed 980°C before brazing will occur. (A similar situation exists where humpback furnaces operating under a reducing atmosphere with a dew point of around -50°C is required to braze 304 stainless steels. Here it is often the case that the lowest temperature at which brazing will occur is of the order of 1105°C!).

Figure 1:Vacuum Brazing Furnace
Clearance for Vacuum Furnace Brazing
Clearance is the distance between the surfaces of the joint at brazing temperature. Braze joint clearance has a significant effect on mechanical properties of the joint.
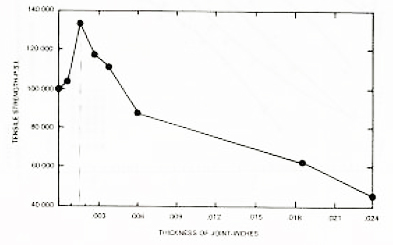
Figure 2:American Welding Society Brazing Handbook, Fourth Edition
For silver, gold, copper and nickel braze filler metals suitable for vacuum brazing, the clearance should be 0.0005 to 0.004-inch at the brazing temperature. Vacuum has an effect on the design of clearances for a specific base and filler material. Vacuum brazing requires lower clearances than atmospheric type brazing to obtain optimum strength in the joint.
In general, in vacuum furnace brazing of a vertical joint, a free flowing braze filler will flow out of the joint if the clearance is in excess of 0.002". Larger clearances can be filled with fillers having a wide melting range. Clearance must be considered either at room temperature or at the brazing temperature. With similar metals of approximately equal mass, room temperature is suitable. Between similar metals clearance is easily maintained in assemblies where parts are a press or shrink fit. In some cases, it is necessary to fit spacer wires, shims, prick/punch marks, knurl, grit blast, etc., to ensure proper clearance for optimum results and flow into the joint.
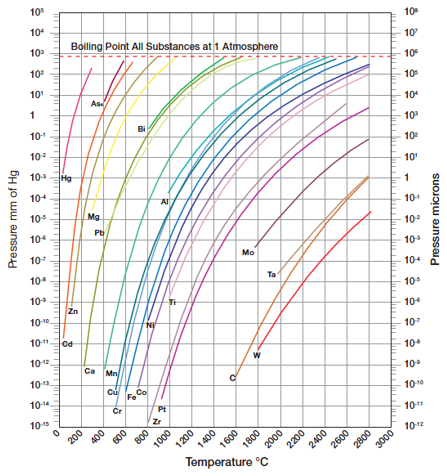
Figure 3:Vapor Pressure Curves for Vacuum Brazing
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.