Semi-Solid Thixoforming: Part Two
Abstract
Thixoforming is the forming of material in the temperature range between solid and liquid state and encompasses the two methods of thixocasting and thixoforming.
Conclusions of specific studies show aluminum alloys can be successfully used in the thixoforming process although when one and two step heating methods are used, defects can occur.
The forming of metallic materials in the temperature range between the solidus and liquidus temperature is called thixoforming. With this term the methods of thixocasting and thixoforming are combined. Both methods are still relatively new and their common origins lie in the investigations of M.Fleming, which were carried out at MIT at the end of the 1970’s.
Thixoforming is a general term coined to describe the near net shape forming processes from a partially melted non-dendritic alloy slug within a metal die. If the component shaping is performed in a closed die, it is referred to as thixocasting, while if the shaping slurry by shearing during solidification has been is achieved in an open die, it is called thixoforging, as schematically illustrated in Figure 1. There are two separate stages involved in the thixoforming process.
As a result of the wide use of thixoforming especially in the automotive industry, different kind of Al alloys have been developed.
In the work of Chayong S. et al commercially extruded 7075 alloy (extrusion ratio of 16:1) has been used as a feedstock for thixoforming in order to investigate thixoformability of a high performance aluminum alloy. Thixoforming is in commercial use but only with the casting alloys such as A356 and A357. These alloys give strength between 220–260 MPa and 8–13% elongation. Therefore one of the major challenges is to develop thixoforming for the higher performance alloys which are normally wrought e.g. 2000 series, 6000 series and 7000 series.
The difficulties in thixoforming these alloys center around the wide interval over which solidification occurs, which can lead to hot tearing, and the steep slope for the fraction liquid versus temperature curve in the region of 40% liquid, which leads to narrow processing windows. For example, for 6061 the temperature window for processing between 30 and 50% liquid is only a few K. In the aforementioned paper study, focus is on high strength 7075 wrought aluminum alloy. It is typically used for aerospace applications and is heat treatable to obtain a yield strength of 505 MPa and 11% elongation.
Figure 1 shows low magnification images of sections through fingers thixoformed using one-step heating schedules with varying thixoforming temperatures and a constant ram velocity of 500 mm/s. with typical defects labelled. Oxide skin may be deflected by the sharp corner at the entrance of the die and incorporated into the essentially laminar flow. The sharp corner can also cause some turbulence, which is undesirable in thixoforming. Shrinkage porosity tends to occur on the centerline near the ends of the fingers and at the lower thixoforming temperatures, suggesting that the cooling rate is too fast for a material with a relatively wide temperature range over which the final solidification is occurring. The oxide incorporation could be avoided with oxide stripping devices, which are used by some of the commercial manufacturers to skim the oxide off the surface of the billet before it enters the die.
In conclusion, the authors have noted that 7075 aluminum alloy in the extruded state (i.e. utilizing the recrystallization and partial melting (RAP) route to a thixoformable microstructure) can be thixoformed and successfully fill the die. For one step and two-step heating, and lower thixoforming temperatures, defects occur including turbulence, liquid segregation, centerline porosity and un-recrystallized grains which could be obstructing flow. In addition, there may be some incorporated oxide.
Three-step heating and thixoforming temperatures in the range 616–618°C give improved results. An intermediate ram velocity of 750 mm/s gives fewer defects than 1000 mm/s. A graphite die and a heated tool steel die both give successful die filling although the mechanical properties of the thixoformed products are better with the former. The average yield strength for material in the T6 condition thixoformed at 616°C by three-step heating (a 1 min hold at 500 and 575°C) with a ram speed of 500 mm/s in the graphite die is 477 MPa with an elongation of 3.0%. This compares with the target value of 505 MPa and 11% for the wrought material. Attention to the elimination of defects through die design may help to improve the elongation values. The highest result obtained was a yield strength of 478 MPa with an elongation of 6.9%.
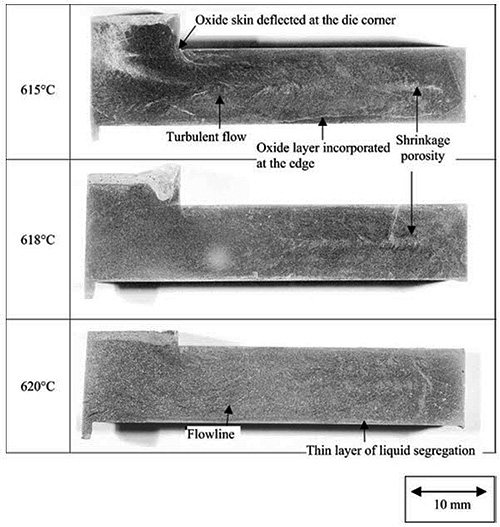
Figure 1: Low magnification images of sections through the selected fingers along the flow direction of the finger. All fingers are thixoformed using single-step heating schedule and 500 mm/s ram velocity in graphite dies (Macroetching).
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.