Ultrasonic Welding of Non-Ferrous Metals: Part Two
Abstract
Ultrasonic metal welding is local and limited to the shear forces and displacement of intermediate layers.
A longer welding time results in a more even welded connection, higher yield limit and higher fracture strengths.
During ultrasonic metal welding, a complex process is triggered involving static forces, oscillating shearing forces and a moderate temperature increase in the welding area. The magnitude of these factors depends on the thickness of the workpieces, their surface structure, and their mechanical properties.
The workpieces are placed between a fixed machine part, i.e. the anvil, and the sonotrode, which oscillates horizontally during the welding process at high frequency (usually 20 or 35 or 40 kHz) (figure 1).
The most commonly used frequency of oscillation (working frequency) is 20 kHz. This frequency is above that audible to the human ear and also permits the best possible use of energy. For welding processes which require only a small amount of energy, a working frequency of 35 or 40 kHz may be used.
The static pressure is introduced at right angles to the welding interface. Here, the pressure force is superimposed by the high-frequency oscillating shearing force. As long as the forces inside the workpieces are below the limit of linear elasticity, the pieces will not deform. If forces surpass a given threshold value, local material deformation will soon take place.
These shearing forces, at high frequency, break down contamination, remove it and produce a bond between pure metal interface. The further oscillation makes the interface deformation grow until a large welding area has been produced. At the same time, there is an atomic diffusion in the contact area and the metal re-crystallizes into a fine grain structure having the properties of a cold-worked metal (figure 1).
Ultrasonic metal welding is local and limited to the shear forces and displacement of intermediate layers. However, a fusion does not take place if the pressure force, the amplitude and the welding time have been properly adjusted. Microscopic analyses using optical and electronic microscopes make re-crystallization, diffusion and other metallurgical phenomena evident. However, they provide no evidence of fusion (melted interface). The use of highly sensitive thermal sensing devices in the intermediate layers shows in an initial quick rise in temperature with a steady temperature drop afterwards.
Ultrasonic metal welding is not characterized by superficial adhesion or glued bonds. It is proven that the bonds are solid, homogeneous and long lasting joints. If, for example, a thin aluminum sheet is ultrasonically welded to a thin copper sheet, it can easily be ascertained that after a certain period of weld time, copper particles appear on the back side of the aluminum sheet. At the same time, aluminum particles appear on the back side of the copper sheet. This shows that the materials have penetrated each other -- a process which is called diffusion. This process takes place within fractions of a second.
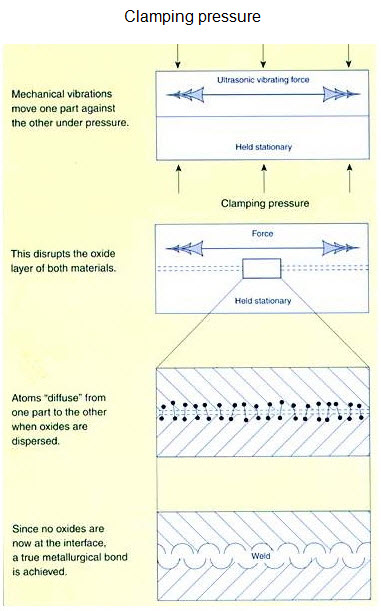
Figure 1: Ultrasonic metal welding mechanism
The characteristics of aluminum and copper plate specimens welded by the ultrasonic method were studied. It is shown that plates of various thicknesses can be welded with large welding areas and high welding seams strengths independently of the welding positions and directions. Aluminum-copper and copper-copper plate specimens were welded with the strength of welding seams almost equal to the specimen strength.
A longer welding time results in a more even welded connection, higher yield limit and higher fracture strengths. Accordingly the metal fatigue characteristics of the welded specimens with longer welding time are improved. The research results were used for aluminum and copper plate welding. Using ultrasonic energy it is possible to weld several elements at one time.
Ultrasonics complex vibrations with two- or three-dimensional vibration locus are effective for various applications. Complex vibration systems using a longitudinal-torsional vibration converter with diagonally slitted parts and a complex transverse vibration source driven by multiple longitudinal driving systems have been proposed and studied. Applications of the complex vibration systems include ultrasonic direct welding of LSI, semiconductor chips without any adhesive and solder, ultrasonic seam welding of aluminum, copper plates for heat exchanger or heat sink, ultrasonic welding of thick metal specimens such as an automobile body, etc.
Various high-frequency and complex-vibration systems have been proposed and shown effective for various applications. Using the complex vibration welding system, the welded area and weld strength become larger and more uniform than those obtained by a conventional linear vibration system. Thick metal plate specimens can be welded continuously with uniform weld strength independent to welding positions and directions using the complex vibration systems. Furthermore, the converters are applied to ultrasonic motors.
Complex vibration systems are effective for various high power applications of ultrasonics especially those in ultrasonic metal welding, ultrasonic wire bonding, various packaging in microelectronics by ultrasonic vibration, ultrasonic plastic welding, various ultrasonic machining and is also applicable to ultrasonic motors. Using the complex vibration ultrasonic welding system, the welded area and weld strength become larger and more uniform than those obtained by a conventional linear vibration welding system. Large capacity complex vibration sources with many transducers can be constructed using longitudinal to transverse converters.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.