Development of Repair Mechanism and Life Estimation of IN-939 Based Powerplant Components: Part Four
by Md. Tawfiqur Rahman
Abstract
To help meet the ever-increasing demands of fossil fuel powerplants and the associated stringent efficiency requirements, all aspects of material selection are critical to ensuring an overall increased material lifecycle within the plant.
Applying a combination of heat treatment processes and fillers for different tested maintenance repairs it is possible to then use a combination of mechanical testing to assess the results.
Methodology:
HEAT-TREATMENT PROCESS SELECTION FOR TYPE-1 REPAIR MAINTENANCE WORK:
A three-stage heat treatment will be prescribed before repair welding. It is 1160°C/4 h + FC/ to 920°C (rate 2°C min−1 ) + AC. This treatment provides good ductility which is helpful for repair welding. [19]. Besides, A four-stage heat treatment will be prescribed after repair welding. It is 11600°C/4 h/AC + 1000°C/6 h/FAC + 900°C/24 h/AC + 700°C/16 h/AC. This treatment provides stress relief after welding. [17]
HEAT-TREATMENT PROCESS SELECTION FOR TYPE-2 REPAIR MAINTENANCE WORK:
A three-stage heat treatment will be prescribed before repair welding. It is 1160°C/4 h + FC/ to 920°C (rate 2°C min−1) + AC. This treatment provides good ductility [19]. For this type of filler and base, metal selection post-weld heat treatment is prohibited. [9]
FILLER FOR TYPE-1 REPAIR MAINTENANCE WORK:
In this type of maintenance work, the high strength of this welding is required because we will deal with components that will operate under high stress. This similar type of filler metal will be chosen with a relatively low modulus of elasticity. Because of residual stress development dependent upon this physical property of the material. [11]
FILLER FOR TYPE-2 REPAIR MAINTENANCE WORK:
In this process filer metal IN-617 and base metal are different, but it is chosen for these two below mentioned reasons.
Firstly, the base material is a precipitation-hardened alloy, and filler metal is solution hardened superalloy which is relatively softer than the base material. We know that nickel base, precipitation hardened superalloy is possessed a tendency to form solidification cracking during welding if we use matching filler during welding. But if we use soft filler like IN 617, the chance of formation of solidification cracking will be minimized. [9]
Secondly, the nozzles are subjected to lower stress levels in-service conditions and its thickness is also thin. So, a dissimilar filler like this can be used for this repair welding purpose. [10]
HEAT INPUT FOR BOTH TYPES OF MAINTENANCE WORK:
Filler metal thickness is an important factor to achieve sound weld and depends on the base material thickness. Because by varying filler metal diameter we can control heat input. A table is presented below for different welding parameters associated with base metal thickness. The data will be used for the repair welding purpose of IN 939. Depending on the practical conditions necessary adjustments will be made. [6]
Heat input is an important parameter for this repair welding. [8] If it is higher than requirements cracks can occur during welding. So, to control this parameter diameter of filler metal can be taken into account.
The available filler metal in the market may not be suitable for this task. For this reason, a bench grinder will be used to reduce the thickness of filler and make it conform to the required task.
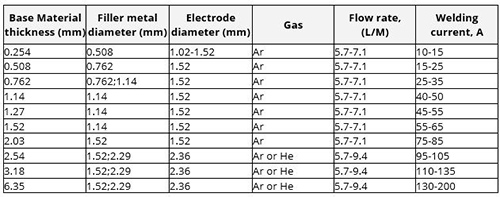
Note: From “Superalloy: A Technical Guide,” by Mathew J. Donachie, Stephen J.Donachie, 2002, 2nd ASM International, p.164.
Table 3: Welding Parameters
Furthermore, a finite element-based model in ANSYS with a moving heat source will be developed to estimate the residual stress which may produce in welding for a cross-checking purpose.
MECHANICAL TESTING:
Mechanical testing is very important in this research work. The success of the research depends on the results obtained through these tastings. We know that to conduct the testing phase successfully there is a need for physical properties data such as young's modulus of elasticity, density, etc. are required. These data will be collected from the Total Materia [17] database. Especially the data for young's modulus of elasticity is very sensitive because residual stress formation depends upon this parameter. [11]
The CT specimen will be extracted from the components based on ASTM E1820-15.[18]. Fracture toughness test will be performed according to ASTM E1820-15, with the aid of this testing result remaining life of the weld repair component will be calculated.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.