Bulk Metallic Glass: Part Three
Abstract
With careful handling of the process stages of BMG, these novel and progressive materials can deliver extraordinary strength, toughness and elasticity, opening up a wide range of different industry application possibilities.
The two main processing paths for BMG are casting and thermoplastic forming and here we go into the details of the advantages and disadvantages of both manufacturing options.
Metallic glasses are a novel class of materials having extraordinary strength, toughness and elasticity.
Unfortunately, metallic glass is difficult to manufacture in bulk due to their metastable condition and the driving force for crystallization. Rapid solidification is one necessity for glass formation which becomes limited by heat conduction in the bulk.
Processing of BMG formers requires special attention. The main challenge is to avoid crystallization during processing and solidification. Hence, an understanding of the crystallization process in BMG forming alloys is necessary to develop fabrication processes. The nature of the crystallization mechanism, the effect of heterogeneities on the crystallization kinetics, as well as the reproducibility of the crystallization process all have to be considered. The difference in the temperature dependence between the viscosity and driving force for crystallization results in a nose-shaped time–temperature-transformation (TTT) curve. As a consequence of their crystallization behavior, BMG formers can be processed via two principally different paths. One is direct casting, where the alloy must be cooled sufficiently fast to avoid crystallization while, at the same time, filling a mold cavity. As ideal molding conditions require slow filling, which is problematic when fast cooling is necessary, only a limited range of geometries can be fabricated through direct casting of BMGs using a careful balance of processing parameters. Alternatively, BMGs can be reheated and formed in the supercooled liquid region (SCLR), the temperature region where the glass relaxes into a metastable liquid before it eventually crystallizes. The considerable softening of a BMG forming alloy in its SCLR can be used for thermoplastic forming (TPF).
The unique crystallization behavior among BMG formers permits two principally different processing paths. Path 1, in Figure 1, indicates the critical cooling rate for glass formation, the slowest cooling rate that avoids crystallization, and shows that a cooling rate such as path 1 or faster can be used for a casting process. During direct casting the forming takes place simultaneously with required fast cooling to avoid the ‘‘crystallization nose’’. Path 2 represents the processing path for TPF. Here, the required fast cooling and forming are decoupled, which will be shown to lift the geometrical limitations imposed by the critical casting thickness, to provide better control, and to yield highest dimensional accuracy.
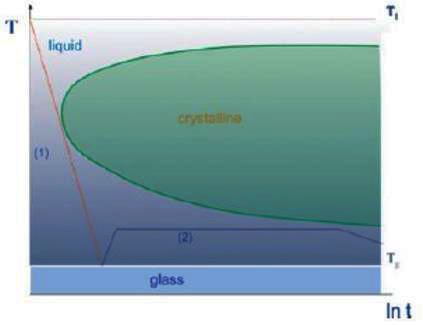
Figure 1: (1) Casting (2) Thermoplastic Forming
Manufacturing of bulk metallic glasses
Casting
Methods such as die casting have been used for near net shape processing of Bulk Metallic Glasses. As observed in Figure 1, the cooling rate for casting process is such that crystallization of the glass is narrowly avoided. The advantages of casting:
1)Reduced tool cost.
2)Reduced wear as compared to techniques such as mechanical alloying etc.
3)Lower energy consumption.
4)Shorter cycle times since it is a one step process.
5)Melting temperatures of a few BMG’s are quite low which is useful in casting process.
6)Homogeneous microstructure is achieved.
7)Less solidification shrinkage due to absence of a first order phase transition during solidification. Hence, dimensional accuracy is high.
The disadvantages are:
1)High viscosity of BMG’s results in low fluidity which makes casting difficult.
2)Internal stresses are developed due to rapid cooling that is required to form BMG’s.
3)BMG’s react with atmospheric gases hence a vacuum environment is necessary.
4)A careful balance of the cooling rate is required to avoid the crystallization of the glass and also to aid the filling of the mold.

Figure 2: Examples of commercially produced BMG articles using a diecasting method
Thermoplastic Forming
Thermoplastic forming is a technique which takes advantage of the drastic softening of the BMG on heating above the glass transition temperature in order to form the glass into complex shapes. The process is also known as hot forming, superplastic forming, viscous flow working and viscous flow forming. The glass is kept in the supercooled liquid region where it exists in metastable state and then it is crystallized.
The two important parameters to maximize the formability of the glass in the supercooled liquid region are the viscosity and the processing time. The viscosity has to be low and the processing time has to be high. The extent to which a BMG can be formed in its supercooled liquid state is dependent on variation of viscosity with temperature and the crystallization time. It has been concluded by Schroers that the properties that indicate good formability of a BMG are: large Poisson’s ratio and low glass transition temperature. The advantages of Thermoplastic forming methods are:
1.Decoupling of forming and fast cooling due to which a wide range of complex shapes can be produced.
2.Higher dimensional accuracy as compared to other techniques due to very low solidification shrinkage.
3.Can be processed in air. Unaffected by heterogeneous influences.
4.Low processing temperature and pressure due to which no significant investment required. Hence, commercially viable.
The disadvantages are:
1.More number of steps as compared to casting due to decoupling of forming and rapid cooling.
2.Requires skilled manpower due to novel methods of processing.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.