Severe Plastic Deformation of Metals
Abstract
Severe Plastic Deformation (SPD) is a constituent of metal forming processes which is primarily used to introduce ultra-high plastic strain into a bulk metal in order to create ultra-fine grain sizes.
Overall, improvements in hardness and yield stress can be observed with SPD and also superplastic behavior of these materials at lower temperatures and yet with higher deformation rates.
A finer grain size increases the strength and the fracture toughness of the material and provides the potential for superplastic deformation at moderate temperatures and high strain rates. Traditional thermo-mechanical processes generally lead to a grain size above 10μm or, exceptionally, a few microns in diameter. However, several techniques to obtain submicron or nano-size grains are now available, e.g. vapor deposition, high-energy ball milling, fast solidification and severe plastic deformation (SPD).
Processes with severe plastic deformation (SPD) may be defined as metal forming processes in which an ultra-large plastic strain is introduced into a bulk metal in order to create ultra-fine grained metals. The main objective of an SPD process is to produce high strength and lightweight parts with environmental harmony. In the conventional metal forming processes such as rolling, forging and extrusion, the imposed plastic strain is generally less than about 2.0. When multi-pass rolling, drawing and extrusion are carried out up to a plastic strain of greater than 2.0, the thickness and the diameter become very thin and are not suitable to be used for structural parts. In order to impose an extremely large strain on the bulk metal without changing the shape, many SPD processes have been developed.
As mentioned above, severe plastic deformation (SPD) is one of the methods of obtaining a very fine crystalline structure in different bulk metals and alloys, which possess different crystallographic structures. SPD causes the formation of micrometer and sub-micrometer sized subgrains in initially coarse grain materials and as a result, enhanced mechanical performance is observed. The mechanism responsible for this effect is still under investigation, however, it is believed that short and long-range intersecting shear bands produced by plastic deformation play a major role at grain subdivision and local dynamic recovery and recrystallization processes contribute to grain refinement.
Sufficiently large deformation leads to a distinct structure of dislocation-free and highly disoriented fine grains. When defining a submicron grain structure the important parameters, which are matter of concern, are average spacing of high angle grain boundaries (HAGB) and proportion of HAGB area.
The structural changes caused by SPD are reflected in improved mechanical properties of metals. The reported effects include increased hardness and yield stress, both featuring tendency to saturation. The drawback of ultrafine grained structure materials is their limited ductility. Some other research revealed increased ductility and toughness as well as improved dumping and physical properties. The fine grained structure of UFG materials obtained by SPD leads to superplastic behaviour of these materials at lower temperatures and yet with higher deformation rates.
Various aspects of structural changes caused by SPD have been the research goals in laboratories worldwide. Hundreds of papers are published each year in distinguished journals and conference proceedings. Today the most effort is paid to the study of the mechanics of material flow and grain subdivision when low strains (εv < 3) and high strains (εv > 3) are considered in SPD. Usually, independence of the applied deformation methods (processing conditions) when different strain (von Mises) at deformation is developed various structures can be found in deformed materials.
At low strain orientation splitting and microshear banding are mechanisms, which contribute to grain subdivision and cell bands structure dominates within deformed bands. When medium and higher strains are effective the lamellar HAGB structure, ribbon grains and formation of submicron grains structure dominates in deformed materials. The repetition of the straining process is required to obtain a large strain and desired structural changes. When studying microstructure in SPD materials the evolution and the character of the new interfaces appear as a very important factor with respect to evaluation of their influence on the mechanical properties. Considering the deformation processing condition the heterogeneity in microstructure formation was often observed across the bulk specimen in dependence of the strain introduced.
However, obtaining large plastic deformation is a difficult task since in most metal forming processes it is limited by either material or tool failure. Few processes such as accumulative rolling and multi-pass drawing enable large plastic deformation to be achieved; however, metal foils or micro wires produced by these processes are not necessary the billet forms required. Therefore, special metal forming processes, capable for producing SPD without a major change in the billet should follow: a) simple concept;
b) how do you do it;
c) does it really work;
d) is it any use.
Among these can be included the following major SPD processes:
- Equal channel angular pressing (ECAP)
- High pressure torsion (HPT)
- Accumulative roll bonding (ARB)
- Reciprocating extrusion-compression (REC)
- Cyclic close die forging (CCDF)
- Repetitive corrugation and straightening (RCS)
The major SPD processes are presented in Figure 1.
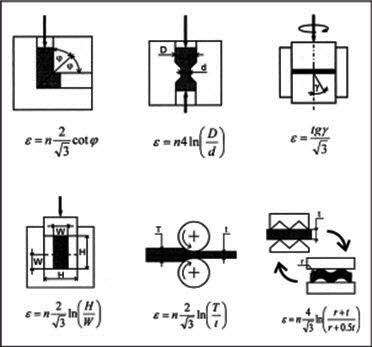
Figure 1: Schematic representation of major SPD processes
Access Thousands of Stress-Strain Diagrams Now!
Total Materia Horizon includes a unique collection of stress-strain curves of metallic and nonmetallic materials. Both true and engineering stress curves are given, for various strain rates, heat treatments and working temperatures where applicable.
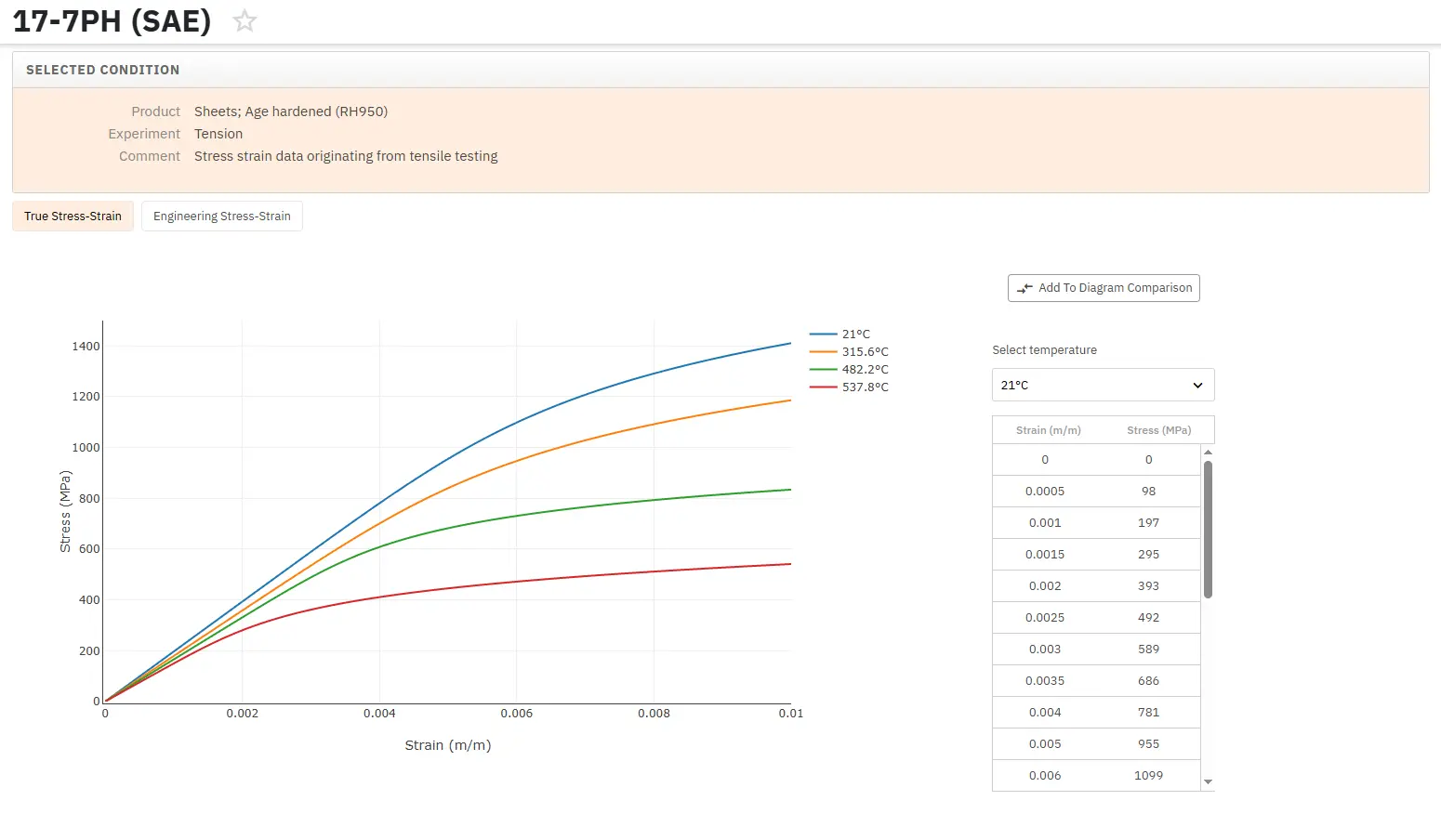
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.