Spark Plasma Sintering: Part Two
Abstract
Spark Plasma Sintering (SPS) is a relatively new development in the field of bonding and primarily allows for sintering at low temperatures and over short periods of time by use of pulsed high energy electrical charge between powder particles.
Some of the key areas of use for the SPS process trend towards increased use in the fabrication of functionally graded materials (FGM’s), fiber reinforced ceramics (FRC’s) and metal matrix composites (MMC’s) to name but a few.
Spark plasma sintering (SPS) is a newly developed process and can be described as a synthesis and processing technique-which allows sintering and sinter-bonding at low temperatures and short periods by charging the intervals between powder particles with electrical energy and effectively applying a high temperature spark plasma generated momentarily.
It is regarded as a rapid sintering method, using self-heating action from inside the powder, similar to self-propagating high temperatures synthesis (SHS) and microwave sintering. SPS systems offer many advantages over conventional systems using hot press (HP) sintering, hot isostatic pressing (HIP) or atmospheric furnaces, including ease of operation and accurate control of sintering energy as well as high sintering speed, high reproducibility, safety and reliability.
The SPS process is expected to find increased use in the fabrication of functionally graded materials (FGMs), intermetallic compounds, fiber reinforced ceramics (FRC), metal matrix composites (MMC) and nanocrystalline materials, which are difficult to sinter by conventional sintering methods. Figure 1 shows the materials covered by SPS processing.
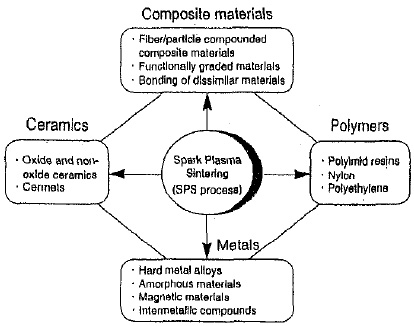
Figure 1: Typical example of materials covered by the SPS processing (Source: SPS Forum survey)
The history of the technology related to the process in question started in the late 1930’s when a sintering process using electrical energizing was introduced in the United States. In Japan, a similar process based on the pulse current applied sintering method was researched and patented in the 60’s and is known as spark sintering, but it was not put to wide use due to the lack of application technology at that time, limited fields where it could be applied and unsolved problems associated with industrial production, equipment cost and sintering efficiency.
There was little literature on research into this process until the latter half of the 70’s. The second generation was developed from the middle of the 80’s to the early 90’s. These units were small experimental system, Plasma Activated Sintering (PAS) with maximum sintering pressure of around 5 tons and pulse generators of up to 800 amp, used primarily for materials research. However, after the recent debut of the Spark Plasma Sintering (SPS) process as the third generation of this advanced technology, the SPS system with large DC pulse generators of 10 to 100 tons and 2,000 to 20,000 amp and more gained a reputation as new industrial processes for synthetic processing of gradient and composite materials. The process recently has attracted growing attention among production engineers as well as material researchers.
Principles of the SPS Process
The SPS process features a very high thermal efficiency because of the direct heating of the sintering graphite mold and stacked powder materials by the large spark pulse current. It can easily consolidate a homogeneous, high-quality sintered compact because of the uniform heating, surface purification and activation made possible by dispersing the spark points.
The spark plasma sintering (SPS) technique can be used to heat specimens rapidly because the pulsed direct current used in this technique can pass through the graphite die and punch rods. Hence, the whole sintering process can be densified at moderate due to inhibition of grain growth. Consequently, fully dense materials having fine-grained microstructure are expected to produce by using the SPC. The SPC technique is sometimes called as pulse electric current sintering (PECS) and field-assisted sintering technique (FAST). Low-sinterable oxides, nitrides and carbides, which are either difficult or impossible to densify by conventional sintering techniques, have been fabricated as fully dense materials by the SPS techniques.
Basic configuration of the SPS system
Figure 2 shows the basic configuration of a typical SPS system.
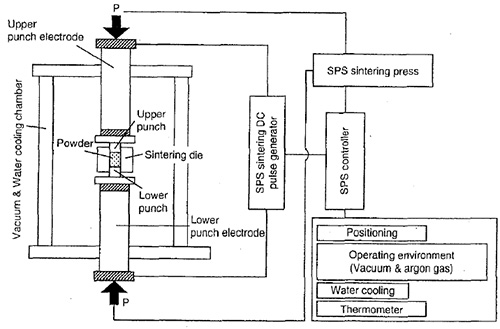
Figure 2: SPS system configuration
The system consists of a SPS sintering machine with a vertical single-axis pressurization mechanism, specially designed punch electrodes incorporating water cooler, a water-cooled vacuum chamber, a vacuum/air/argon-gas atmosphere control mechanism, a special DC-pulse sintering power generator, a cooling water contl-01 unit, a position measuring unit, a temperature measuring unit, an applied pressure display unit and various interlock safety units. Table 1 shows an example of suitable materials for SPS processing.
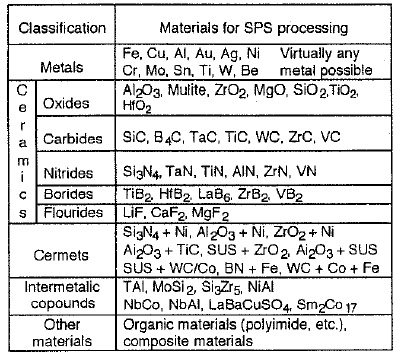
Table 1: Suitable materials for SPS processing
DR. SIKTERI Model SPS-1020 Spark Plasma Sintering System from Sumitomo Coal Mining Co., Ltd. is designed for a wide range of experimental research on new materials. The system is based on a new method and a fresh concept: a high performance sintering machine that can still be operated by even personnel without previous experience or training in the field. The DR. SINTER' allows almost anyone to avail themselves of the high levels of powder metallurgy: they can now sinter inorganic materials including ferrous and non-ferrous metals.
SCM's spark plasma sintering process first compresses material the starting powder material, then applies ON/OFF pulse controlled power using the originally developed Sintering DC Pulse Generator to concentrate high density energy positively in the area of neck formation between particles in order to provide compacts with high dimensional accuracy and uniformity.
The SPS system fabricates high-grade sintered compacts at a lower temperature and in a shorter time than conventional sintering methods. Amorphous materials, for example, can be speed-sintered at below the normal temperature of crystallization. With this process you can control the microstructure of the material and crystal growth, the original properties of the material are maintained. Now with DR.SINTER*, materials previously considered impossible to treat in this way can be sintered.
Sintering can be carried out under atmospheric conditions, with inert gases or even in a vacuum. The system operates over a wide temperature range up to a maximum of 1700*. DR.SINTER* has optimal functions to aid in development of a broad spectrum of new materials.
Sintering and sister-bonding and joining can be handled for nano phase materials, tungsten carbides, magnetic materials, titanium alloys, amorphous alloys, various electronics materials, functional materials, composites and also fine ceramics. The system can also be used to great advantage with highly porous materials which are normally difficult to sinter.
Find Instantly Thousands of Metallography Diagrams!
Total Materia Horizon contains a unique collection of metallography images across a large range of metallic alloys, countries, standards and heat treatments.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.