Thin Slab Casting
Abstract
Thin Slab Casting represents a significant evolutionary advancement in steel production technology that substantially improves efficiency and cost-effectiveness. This innovation reduced production line length from 800m to 250m while maintaining or enhancing product quality. This technology has matured through four generations, evolving from initially producing basic steel grades to now manufacturing high-value specialized products. This article examines the process, technological developments, and comparative advantages of thin slab casting over traditional thick slab methods, highlighting its importance in modern steel manufacturing and its impact on production economics.
Introduction to Steel Casting Processes
After steel is produced in either Basic Oxygen Furnaces (BOF) or Electric Arc Furnaces (EAF), it follows similar processing routes. The molten steel is transferred to a ladle where its chemistry is precisely adjusted to meet final product specifications, often by adding small amounts of metal alloys.
The steel then proceeds to the continuous caster, which transforms the liquid metal into semi-finished shapes such as slabs, blooms, billets, rounds, and other special sections. These semi-finished products from the continuous caster are subsequently processed in rolling mills to produce the final steel shapes sold by steel mills.
Typically, these cast shapes are cooled and stockpiled before being introduced into the rolling mill for final shaping into market products such as coiled strips, rails, structural shapes, sheets, and bars. The semi-finished products may undergo further processing through various steps including annealing, hot forming, cold rolling, heat treating (tempering), pickling, galvanizing, coating, or painting.
Many of these production steps require additional heating or reheating. This is accomplished using custom-designed furnaces, usually fired with natural gas. These furnaces are specifically engineered for the type of steel being processed, the dimensions of the semi-finished steel pieces, and the desired temperature profiles.
Evolution of Thin Slab Casting Technology
Casting technology developments have consistently aimed to reduce the number of process steps involved in producing the final steel product. Conventional casting machines may extend up to 800m in length, containing a sequence of furnaces, roughing mills, and finishing mills. The introduction of thin slab casting significantly reduced the number of production stages, typically shortening machine length to approximately 250m.
Thin slab casting and direct rolling (TSDR) technologies are now among the most promising processing routes for maintaining steel's position as a leading material in technological applications. Initially, this process was exclusively used for producing mild steels. As industrial experience and knowledge improved, the technology rapidly expanded to include higher strength grades, which have become an important part of overall production. Today, thin slab casting is widely accepted as a route to produce high-value steel grades and has reached a high degree of technological maturity.
The thin slab process was originally developed with the primary goal of reducing investment and production costs compared to the traditional thick slab process. Due to design limitations of first-generation casters, the initial target was to serve markets with limited requirements (mainly low-added-value commercial applications) with a productivity of around 1 million tons per year (per casting strand) or less. The fourth generation of slab casters now allows production of a variety of high-value-added steel grades that could not previously be achieved using thick slab casters.
Technical Specifications and Process Details
In thin slab casting, steel is cast directly into slabs with a thickness between 30 and 60 mm (1.2 and 2.4 inches), compared to traditional thick slabs measuring 120 to 300 mm (4.72 to 11.8 inches).
The process begins by pouring molten steel from a ladle into a tundish at the top of the slab caster. The tundishes are sized with a working volume of at least 100 tons, delivering steel at a rate of one ladle approximately every 40 minutes to the caster. The temperature of liquid steel in the tundish, along with steel purity and chemical composition, significantly impacts the quality of the cast product.
The liquid steel passes at a controlled rate into the caster, which consists of a water-cooled mold where the outer surface of the steel solidifies. Generally, the slabs exiting the caster are approximately 70mm thick, 1000mm wide, and roughly 40m long. These are then cut to length by a shearing machine. To facilitate smooth casting, a hydraulic oscillator and electromagnetic brakes are installed to control the molten liquid while it remains in the mold.
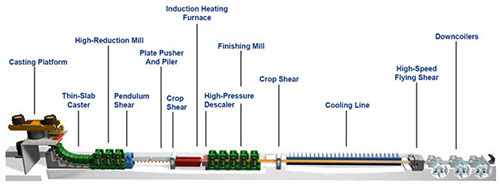
Figure 1: Thin slab caster setup with its key components

Figure 2: Thin slab casting (in front) in the pilot plant of Mannesmannröhren-Werke, Duisburg-Huckingen
Benefits and Applications of Thin Slab Casting
The thin slab casting process offers numerous advantages over conventional thick slab casting. The reduced thickness of cast slabs leads to faster solidification and cooling, which improves the microstructure of the steel and potentially enhances its mechanical properties. The shorter production line reduces energy consumption, as less reheating is required between processing steps.
Another significant benefit is the reduced capital investment needed for new steel production facilities. The compact nature of thin slab casting equipment means smaller facilities can achieve competitive production volumes, making steel production more accessible to developing markets and specialized producers.
Conclusion
Thin slab casting technology has revolutionized steel production by streamlining processes, reducing energy consumption, and enabling the production of higher-value steel grades. From its initial development focusing on cost reduction, this technology has matured to become a cornerstone of modern steel manufacturing. As technology continues to evolve, it will likely play an increasingly important role in ensuring that steel remains a competitive and sustainable material for various applications in construction, automotive, and other industries.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.