Spark Plasma Sintering: Part One
Abstract
The SPS process is expected to find increased use in the fabrication of functionally graded materials (FGMs), intermetallic compounds, fiber reinforced ceramics (FRC), metal matrix composites (MMC) and nano crystalline materials, which are difficult to sinter by conventional sintering methods.
The major interest in this process, when the sintering parameters have been mastered, is linked to the extreme rapidity of the thermal treatment.
Spark plasma sintering (SPS) is a newly developed process (a synthesis and processing technique) which makes it possible for sintering and sinter-bonding at low temperatures and short periods by charging the intervals between powder particles with electrical energy and effectively applying a high temperature spark plasma which is generated momentarily.
It is regarded as a rapid sintering method, using self-heating action from inside the powder, similar to self-propagating high temperature synthesis (SHS) and microwave sintering. SPS systems offer many advantages over conventional systems using hot press (HP) sintering, hot isostatic pressing (HIP) or atmospheric furnaces, including ease of operation and accurate control of sintering energy as well as high sintering speed, high reproducibility, safety and reliability.
The SPS process is expected to find increased use in the fabrication of functionally graded materials (FGMs), intermetallic compounds, fiber reinforced ceramics (FRC), metal matrix composites (MMC) and nano crystalline materials, which are difficult to sinter by conventional sintering methods.
Also, it is sufficient to say that the spark plasma sintering (SPS) is a high-speed powder consolidation/sintering technology capable of processing conductive and nonconductive materials. Theories on the SPS process vary, but the most commonly accepted is the micro-spark/plasma concept, which is based on the electrical spark discharge phenomenon wherein a high-energy, low-voltage pulse current momentarily generates spark plasma at high temperatures (many thousands of °C) in fine local areas between particles.
SPS’ operational or “monitored” temperatures (200-2400°C) are commonly 200 to 500°C lower than with conventional sintering, classifying SPS as a lower-temperature sintering technology. Material processing (pressure and temperature rise and hold time) is completed in short periods of approximately 5 to 25 minutes. The relatively low temperatures combined with fast processing times ensure tight control over grain growth and microstructure.
The operation of a SPS unit is shown schematically in Figure 1. It consists of a uniaxial pressure device, in which the water-cooled punches also serve as electrodes, a reaction chamber that can be evacuated, a pulsed direct current (dc) generator and pressure-, position- and temperature regulating systems. In an SPS experiment, a weighed amount of powder is introduced in a die. The die may be built up with various materials, such as carbon, WC, refractory alloys, etc. The major interest in this process, when the sintering parameters have been mastered, is linked to the extreme rapidity of the thermal treatment.
Thus, the consolidation time is greatly decreased from hours, in the case of conventional sintering, to few minutes for the SPS process. Moreover, the sintering temperature can be diminished by a few hundred degrees compared to conventional sintering.
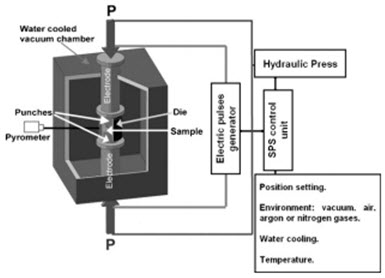
Figure 1: Drawing of an SPS machine

Figure 2: Spark Plasma Sintering Samples
Spark Plasma Processing: Benefits in Sintering
- feasibility to consolidate difficult-to-sinter powders
- achieving full density in shorter time
- higher sintered densities at lower temperatures
- significantly less processing time than conventional sintering
- finer microstructure and improved Physico-mechanical properties
Three mechanisms contribute to field assisted sintering:
- activation of powder particles by pulsed current
- resistance heating and pressure application
- Activation results in clean grain boundaries; direct grain-to-grain contact, enhanced grain boundary diffusion
- Pulse discharge by applying on/off low voltage (~3V) and high current (> 5000 A). Pulse duration 3.3 ms
- Pressure applied at constant/variable level
- Sintering temperatures low to over 2000°C,
- Sintering completed in short periods of ~ 5-20 minutes
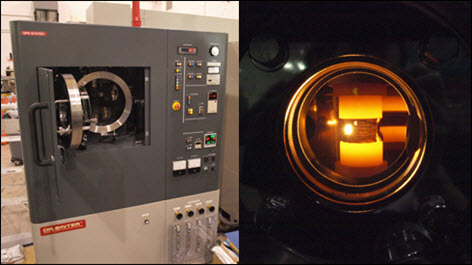
Figure 3: Sintering stage in SPS vacuum chamber
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.