New Casting Technology of Magnesium Alloys in the Automotive Industry: Part Two
Abstract
As a result of the applied pressure the molten metal rises up an ascension pipe to fill from below the binderless silica sand mould, the cavity of which is filled by a foam pattern.
High-pressure die casting (HPDC) is a very popular process for making complex mechanical parts out of light metals like aluminum and magnesium alloys.
The new process - the low pressure lost foam casting process (Figure 1) for magnesium alloys represents an innovative technology which takes advantage of the benefits of hoth gravity lost foam casting and low - pressure casting. As a result of the applied pressure the molten metal rises up an ascension pipe to fill from below the binderless silica sand mould, the cavity of which is filled by a foam pattern. The pattern is vaporized by the casting heat and the molten metal takes up the place of the foam pattern. Throughout the casting process the mould is subjected to low pressure to be able to suck off the casting gases and stabilize the mold.
With a view to the mouid filling behaviour, the main difference between gravity and low-pressure lost foam casting is the fact that in gravity casting the mould filling veiocity v = f (p), with p = f (h), h = const., cannot be regulated. In Low - pressure casting, with p = f (t), the mould filling speed is, however, controllable. By simulating the flow patterns occurring during Low -pressure casting, it is possible to develop a regime for the compressed air regulation.
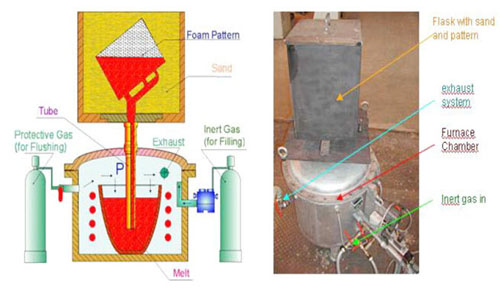
Figure 1: Schematic illustracion of the Low - pressure Lost Foam casting plant for magnesium alloys.
The geometry of the casting (cover pump) shown in Figure 2 is very complicated. Nevertheless, it could be cast without problem using the low-pressure lost foam process and a magnesium alloy. The following parameters were set: Casting temperature of 840°C, pressure holding time 90 s. and pressure rise time 8 s.

Figure 2: Magnesium casting (cover pump) cast using the low-pressure lost foam method (FIAT component).
High-pressure die casting (HPDC) is a very popular process for making complex mechanical parts out of light metals like aluminum and magnesium alloys. High pressure die casting process (HPDC) is the most common technology of manufacturing parts made of magnesium alloys. The process is characterized by rapid die filling and subsequent rapid cooling and solidification of the metal in the die. These characteristics are favorable for the mechanical properties of magnesium die casting alloys, however, and a potential defect, commonly found in high pressure die cast components, is porosity, which limits the range of application of magnesium alloys.
It is capable of rapidly producing parts with high dimensional accuracy. HPDC growth paralleled that of the automobile industry, where the demands of assembly line manufacture spurred the demand for a quick, reliable way to make components. With the growth of JIT manufacturing, the automobile industry con¬tinues to be the dominant user of HPDC parts. Other end uses for die casting include recreational vehicles, power tools, electrical machinery, electronic components and house wares.
Development of the high vacuum die casting process of magnesium alloys. The high vacuum die casting process of magnesium alloys was investigated, a high vacuum valve as well as a die sealing and vacuum layout technology were successfully developed to maintain a cavity vacuum pressure of below 5kPa in the die casting process.
A mathematical model of the gas evacuation process of the vacuum system was developed, based on which the vacuum system was optimized. After improvement, a high vacuum die casting process can be realized with a vacuum level of 5kPa and a vacuum building time of 1.5s for practical high vacuum die casting applications. By using a step-shape die casting die and an standard mechanical properties test die, the mechanical properties and T6 heat treatment properties of AM50 magnesium alloy under high vacuum die casting process were investigated.
Modeling and simulation of the high pressure die casting process. Air that becomes entrapped in the molten metal during the die casting process has a major effect on the formation of porosity in the horizontal cold chamber die casting process. The numerical simulation results agreed well with the water analogue experimental results. Based on numerical simulation results, the influences of the plunger acceleration and the slow shot speed scheme on the wave profile of the liquid metal in the shot sleeve under different fill ratios and sleeve diameters were investigated. Optimal plunger acceleration and a slow shot speed scheme were proposed to minimize the gas entrapment in the shot sleeve.
For the prediction of the gas porosity of die castings, a three-dimensional numerical method was developed to predict the air entrapment defects in the HPDC process. This method was based on the fluid flow model, considering the pressure of the isolated gas bubbles by the ideal gas law and the gas concentration transport equation. The distribution of the entrapped air at the end of the filling stage was represented by the concentration of air in the liquid metal. Verification of the mathematical model was conducted to compare the simulation results and the X-ray inspection results of die castings.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.