Friction-Stir-Welding of 7075 Al-Alloy
Abstract
Friction stir welding, is a viable process for joining aluminum alloys that are difficult to fusion weld.
During welding, the metals to be joined and the tool are moved relative to each other such that the tool tracks the weld interface. The rotating tool provides a continual hot working action, plasticizing metal within a narrow zone while transporting metal from the leading face of the pin to the trailing edge. Friction stir welding (FSW) is a solid-state joining process with the weld completed without creation of liquid metal.
Friction stir welding, a solid-state process invented at TWI (Cambridge, United Kingdom), in 1991, is a viable technique for joining aluminum alloys that are difficult to fusion weld. A schematic illustration of the weld process is shown in Figure 1. To friction stir weld either a butt or lap joint, a specially designed cylindrical tool is rotated and plunged into the joint line. The tool has a small diameter entry probe with a concentric larger diameter shoulder. When descended to the part, the rotating entry probe contacts the surface and rapidly friction heats and softens a column of metal. As the probe penetrates beneath the surface, part of this metal column is extruded above the surface. This essentially is the only flash created during the weld process. The depth of penetration is controlled by the tool shoulder and length of entry probe.
When the shoulder contacts the metal surface, its rotation creates additional frictional heat and plasticizes a cylindrical metal column around the inserted pin. During welding, the metals to be joined and the tool are moved relative to each other such that the tool tracks the weld interface. The rotating tool provides a continual hot working action, plasticizing metal within a narrow zone while transporting metal from the leading face of the pin to the trailing edge. Friction stir welding (FSW) is a solid-state joining process with the weld completed without creation of liquid metal.
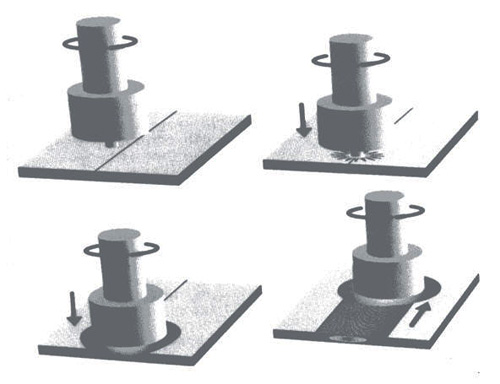
Figure 1: Schematic illustration of the friction-stir-weld process: (a) rotating tool prior to penetration into the butt joint; (b) tool probe makes contact with the part, creating heat; (c) shoulder makes contact, restricting further penetration while expanding the hot zone; and (d) part moves under the tool, creating a friction-stir-weld nugget.
A moving column of stirred hot metal consumes the weld interface, disrupting and dispersing aluminum surface oxides. The weld cools, not solidifies, as the tool passes, forming a defect-free weld. The process not only generates a heat affected zone (HAZ), but within this HAZ near the weld nugget a thermomechanically affected zone (TMAZ) is also produced, illustrated schematically in Figure 2.
The weld nugget corresponds to the tool probe that penetrates through the sheet thickness, whereas the broader surface deformation and subsequent surface recrystallization are associated with the rotating tool shoulder. All regions are considered part of the weld microstructure; however, the surface deformation caused by the tool shoulder is relatively shallow in depth.
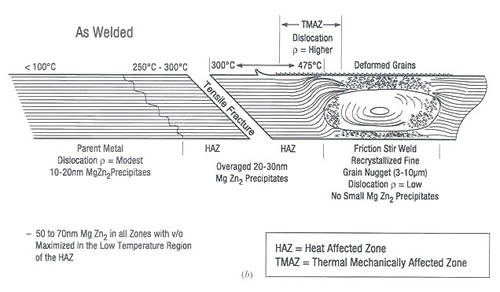
Figure 2: Schematic illustration of friction-stir- weld zone microstructures, precipitate distributions, and temperature for 7075 T651 Al.
Some articles reported the influence of the friction stir process on the microstructure of 7075 Al. Being a solid-state process, friction stir welding has the potential to avoid significant changes in microstructure and mechanical properties that usually accompany fusion welds. The objectives of this study were to evaluate changes in tensile properties produced by FSW 7075 T65l Al and to determine the effect, if any, of post weld low-temperature aging.
The alloy 7075-T65l Al plate with nominal composition in wt pct 5.6Zn-2.5Mg-1.6Cu-0.23Cr-bal Al that was butt welded using the friction stir technique. All welds were full penetration with the rotating tool probe sufficiently close to the bottom of the plate to include the entire butt joint within the worked and recrystallized microstructure.
Detailed weld parameters, such as tool design and tool rotation speed, are proprietary to TWI's group-sponsored project members. It can be noted, however, that the work piece travel speed for this study was 12.7 cm/min; the travel speed can be considerably higher, making it comparable in speed to other welding techniques.
Unique to the FSW process is the creation of a TMAZ. The TMAZ experiences both temperature and deformation during FSW, as illustrated by the uplifting of grains adjacent to the weld nugget, but insufficient deformation to cause recrystallization. The peak temperatures listed in Figure 2 are approximate to the indicated locations with more exacting temperature measurements provided in the text.
Temperature measurements were made by imbedding thermocouples proximate to the weld nugget, with peak temperatures recorded as the weld tool passed. Temperatures were monitored both as a function of distance from the weld nugget and through the thickness of the sheet. Measurements within the weld nugget are not possible due to the extensive deformation.
Aging treatments following welding were conducted by heating at 121°C for 24 hours in an air furnace followed by an air cool. This is the standard T651 full strength aging treatment for solution-treated 7075 Al. Although the alloy used in this study started in the T651 condition, the weld and adjacent region experience a short time high-temperature transient during FSW, producing a decreasing temperature gradient outward from the nugget.
The temperatures during FSW are sufficiently high and the times at temperature sufficiently long to influence strengthening precipitate morphologies. The local nucleation, growth, and coarsening processes for strengthening precipitates are a function of temperature, which in turn is now a function of distance from the weld nugget. Since there was no solution treatment applied following FSW, there is a post weld gradient in precipitate distribution. As such, the response to the thermal treatment provided here should not be considered as a conventional T651 age.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.