Forming of Titanium and Titanium Alloys: Part One
Abstract
This comprehensive article explores the primary and secondary forming processes for titanium and titanium alloys. The article details various metal forming techniques, including forging, rolling, extrusion, drawing, and spinning, with specific focus on temperature and pressure requirements. Primary forming operations transform raw ingots into standard forms, while secondary operations further fabricate these forms. The text emphasizes critical processing parameters, including optimal temperature ranges and pressure considerations for both hot and cold working methods. Special attention is given to forging techniques, swaging, upsetting, and cold heading processes, providing practical guidelines for successful titanium forming operations.
Introduction to Titanium Forming
The processing of titanium and its alloys requires specific considerations due to their unique metallurgical properties. While conventional steel-processing equipment can be adapted for titanium forming, modifications in technique, particularly regarding temperature, time, and pressure parameters, are essential for successful operations.
Primary Forming Operations
Primary forming operations convert basic titanium ingots into standard industrial forms such as billets, sheets, plates, rods, and wire. These operations primarily involve forging and rolling processes, requiring careful control of processing conditions to maintain material integrity.
Secondary Forming Operations
Secondary operations, including bending, extrusion, drawing, and spinning, further fabricate standard forms into finished products. These processes demand precise control over forming parameters to ensure optimal results.
General Forming Guidelines
Several key principles apply across all titanium forming procedures:
- Prioritize cold forming when feasible
- Apply heat to either metal or forming dies when hot forming is necessary
- Utilize slow, steady pressure application
- Consider post-heat treatment for stress relief after severe cold forming
Detailed Forging Processes
Forging represents a fundamental method of shaping titanium through controlled deformation under repeated blows. Two primary approaches - open die and closed die forging - form the backbone of titanium forging operations. The force application occurs through hammering, utilizing either gravitational force alone or in combination with steam pressure, air pressure, or supplementary forces. To facilitate proper metal flow, titanium must be maintained at elevated temperatures throughout the forging process.
Open Die Forging
Open die forging serves primarily as a rough-shaping technique utilizing three main die types: flat dies, V-dies, and swage dies. Flat dies excel in producing flat material or converting rounds into polygonal shapes, while V-dies perform similar functions on round or square stock. Swage or curved dies specifically reduce round stock diameter or transform polygonal stock into rounds.
While conventional steel-processing equipment has proven suitable for titanium open die forging, the process requires lower temperatures and increased pressures compared to steel processing. This temperature reduction serves two critical purposes: limiting surface contamination and preventing excessive grain growth, both of which could compromise the finished part's ductility. The lower processing temperature necessitates higher forming pressures.
Temperature Parameters
Optimal forging temperatures typically range from 1450°F (790°C) to 1950°F (1065°C). Unalloyed titanium generally processes at lower temperatures up to 1650°F (900°C), while alloyed variants require higher temperature ranges. Equipment capability may permit processing at even lower temperatures, provided sufficient force exists to achieve proper deformation.
For optimal results, initial soaking should occur at 1200 to 1300°F (650 to 700°C), with material heating to full forging temperature immediately before processing. While forging can continue as temperature decreases, maintaining finish-forging temperatures above 1550°F (840°C) promotes superior ductility.
Closed Die Forging
Closed die forging differs fundamentally from open die processes by producing finished shapes directly. This method forces metal into pre-shaped dies to achieve precise desired contours. For heavy components, temperature and pressure requirements mirror those of open die forging. However, light gauge materials can be formed at lower temperatures of 800 to 1000°F (425 to 540°C), utilizing reduced pressures and slower deformation rates.
Specialized Forming Operations
Swaging
Swaging technology enables the tapering or reduction of rod ends, polygonal bars, or tubes. This precision process employs two or four dies mounted on rotating spindles, with die faces containing the desired shape impressions. Optimal processing temperatures for titanium swaging range between 500 and 700°F (260 and 370°C).
Upsetting
The upsetting process increases bar, rod, or tube end diameters through controlled deformation. During operation, a uniform round workpiece is positioned between preformed dies, with intermittent rapid pressure application forcing metal against the dies. This action creates lateral spread while inducing longitudinal compression. Any desired end shapes must be pre-engineered into the die design. Titanium upsetting achieves optimal results at temperatures between 800 and 1000°F (425 to 540°C).
Cold Heading
Cold heading has emerged as an efficient method for producing titanium fasteners, including rivets and bolts. This process involves forming complex shapes on wire or small-diameter rod ends through controlled cold-flow into specially designed dies. While unalloyed titanium readily adapts to both single and double rivet or screw heading machines, larger-headed fasteners benefit from stock preheating to 500°F (260°C) to prevent upset portion cracking.
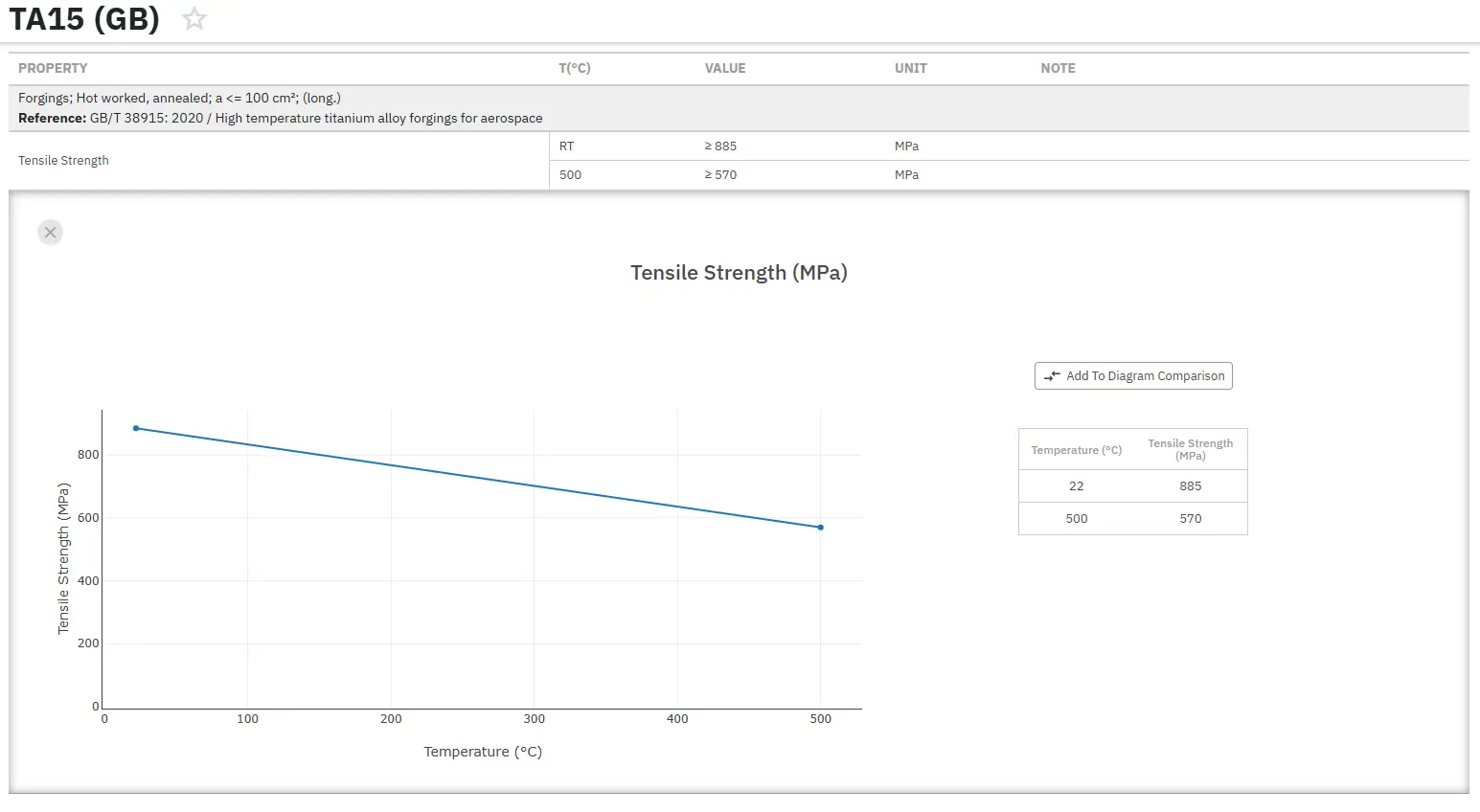
Access Precise Properties of Titanium Alloys Now!
Total Materia Horizon contains property information for thousands of titanium alloys: composition, mechanical and physical properties on various temperatures, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.