Effects of Dispersoid Particles on Toughness of High Strength 7000 Aluminum Alloys
Abstract
The fast fracture of high-strength aluminum alloys appears to be closely involved with the fracture or cavitations of dispersoid particles, in the size range 0.1-0.5 µm. which are present in high volume fraction and which contribute to grain refinement. Two high-strength Al-Zn-Mg-Cu (7000 series) alloys have been examined.
It was found that the crack paths in these alloys were of a "zig.zag" nature due to a "fast shear" fracture process, in which the critical step appears to be the decohesion of dispersoids within narrow shear bands.
The fast fracture of high-strength aluminum alloys appears to be closely involved with the fracture or cavitations of dispersoid particles, in the size range 0.1-0.5 µm. which are present in high volume fraction and which contribute to grain refinement. Two high-strength Al-Zn-Mg-Cu (7000 series) alloys have been examined: one treated with Zr (7010: Zn=6.2%, Mg=2.3%, Cu=1.9%, Zr=0.11%) and one treated with Cr (7475: Zn=5.6%, Mg=2.2%, Cu=1.6%, Cr=0.12%).
It was found that the crack paths in these alloys were of a "zig-zag" nature due to a "fast shear" fracture process, in which the critical step appears to be the decohesion of dispersoids within narrow shear bands. A model has been used to relate the toughness of the alloys to the basic tensile properties of yield stress and strain-hardening exponent, and to dispersoid parameters such as size, shape, distribution and dispersoid matrix interfacial strength. The model has also been employed to try to explain the difference between the effects of disipersoids on toughness in the Zr-treated alloys and the Cr-treated alloys.
High-strength alloys generally possess poor fracture toughness, which in many cases, appears to be a consequence of a decrease in strain-hardening capacity as the yield strength is raised. Associated with the decrease in strain-hardening capacity, it is observed that plastic flow localizes in narrow bands, and it appears that the critical amount of local deformation needed for fracture processes to operate is more readily attained than when the flow is distributed homogeneously.
The microstructures of commercial high-strength aluminum alloys are rather complex. There are three size ranges of particles:
While Fe and Si are present as impurities, elements such as Cr or Zr are added deliberately to control recrystallization and grain growth. The matrix strength in the peak-aged condition is primarily a function of the volume fraction of the aging precipitate, but the toughness. In general, appears to be related to the amount, type, and morphology of all three kinds of particles.
To produce high volume fractions of aging precipitates, the Al-Zn-Mg (7000) series of alloys has been developed. These contain approximately 6Zn-2,2Mg, and additions of approximately 1.7% Cu are also made to give improved resistance to stress corrosion.
The heat treatments of commercial high-strength aluminum alloys are often complicated. Two- or even three-stage aging is frequently employed, and some plastic deformation may additionally be applied before or between aging treatments. Each individual alloy is usually supplied to an optimum "temper".
In this research, simple heat treatments have been used to obtain different micro-structures and properties. Obtained "peak-aged" alloys are not therefore in the same condition as commercially "peak-aged" alloys, although the differences are probably not too large. It is, however, important to contrast the strengths and toughness which was observed with those of the alloys in commercially supplied conditions.
The crack-opening-displacement (COD) method was employed to characterize the fracture toughness, using three-point single-edge-notch (SEN) bend specimens. Testing was according to the British Standard BS 5762. Clip-gauge displacements were converted to crack-tip displacements using the formula

where
K = the stress intensity factor
Vp = plastic component of clip gauge opening displacement
E = Young’s modulus (70GN m-2)
ν = Poisson’s ratio
σγ = yield stress (0,2% proof stress)
W = specimen width
a = crack length
z = knife-edge height.
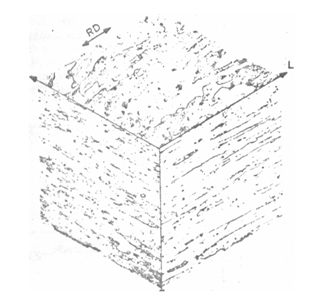
The optical microstructures of the two alloys are shown in Fig.1 which clearly indicate the grain structure and inclusion distribution in three mutually orthogonal planes, oriented as shown with respect to the rolling direction: in the micrographs, RD = rolling direction, L = longitudinal direction. T = transverse direction, S = short transverse direction.
The grains and inclusions are very elongated parallel to the rolling direction but are also quite elongated in the transverse direction, suggesting that the plates had been cross-rolled.
The crack paths and fracture surfaces indicate that shear fracture plays a dominant role in the fracture processes in these alloys, and the following sequence of events is suggested. After a certain amount of plastic deformation has occurred ahead of the crack tip, flow begins to localize within narrow bands.
When a critical strain is achieved in such bands, the interface between the dispersoids and the matrix decoheres. This causes the resistance to flow to drop steeply and leads to a catastrophic "unzipping" of all the dispersoids in the shear band giving total fracture throughout the band.
The critical step is supposed to be the decohesion of dispersoids in the shear bands. Some evidence of this is perhaps given by the shapes of fine dimples formed around dispersoids after large amounts of plastic deformation.
The total amount of plastic deformation is very large. Even so, the fine dimples are still equiaxed. This implies that the foundation of the fine dimples takes place at the end of the whole fracture process at high strain, suggesting that the dispersoid, matrix interface strength is large. It also means that coalescence must have taken place immediately after the voids formed by decohesion, because insufficient deformation to distort the shape of the fine dimples has taken place.
The aging precipitates are very much smaller than the dispersoids and it is supposed that they are not directly involved in the decohesion process. There is, therefore, evidence that the interface strength, size, shape, and distribution of significant factors, affecting toughness in these alloys.
Relationships between δi and n2 and between estimated Ki and n√a. The relationships are quite linear as observed in a previous study, which collected results from 2014, 2024, 7075, and 2219 commercial alloys.
A simple model has been proposed by Hahn and Rosenfield to relate the toughness of alloys to their basic flow properties (yield stress, strain-hardening exponent).
Conclusions
Shear fracture plays a dominant role in crack extension processes in 7010 (Zr-treated) and 7475 (Cr. treated) alloys. The critical step in the fracture process appears to be decohesion of dispersoids within the shear bands.
The Hahn and Rosenfield model has been applied to relate toughness to flow properties and dispersoid parameters, and this model helps to explain the effects or dispersoids on the toughness of Zr-treated alloys and Cr. treated alloys.
Access Fracture Mechanics Properties of Thousands of Materials Now!
Total Materia Horizon includes a unique collection of fracture mechanics properties such as K1C, KC, crack growth and Paris law parameters, for thousands of metal alloys and heat treatments.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.