Rail Steels: Part One
Abstract
Modern railway systems are subjected to intense use, with fast trains and increasing axle loads. Rails have to be more wear resistant and achieve higher standards of straightness and flatness in order to avoid the surface and internal defects which may lead eventually to failure. The shape of the manufactured rail depends to a large extent on the uniformity of thermo mechanical processing; the most advanced mills are computer controlled with continuous feed-back from the product during manufacture.
Modern railway systems are subjected to intense use, with fast trains and increasing axle loads. Rails have to be more wear resistant and achieve higher standards of straightness and flatness in order to avoid the surface and internal defects which may lead eventually to failure. The shape of the manufactured rail depends to a large extent on the uniformity of thermo mechanical processing; the most advanced mills are computer controlled with continuous feed-back from the product during manufacture.
Up until the 1970s, rails for passenger and freight trains were regarded as relatively simple undemanding products and the specifications had changed very little for decades. However, investments in railway systems, the advent of high-speed passenger trains and the requirement for longer life track imposed a demand for rails of high quality, greater strength and tighter geometric tolerances. Therefore there have been major innovations in the past 20 years in terms of the method of manufacture, degree of inspection and range of products.
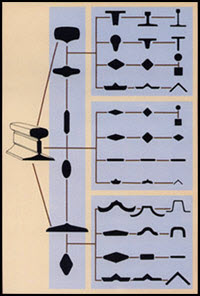
Figure 1: Evolution of Sections
Rail steel is extremely tough. As figure 2, rail steel resists breakage even after the yield point is exceeded. In addition, rail steel has satisfactory amount of ductility and after re-heating, can be used to complete most forming operations.
Their average yield point is greater than 60,000 PSI, while actual tensile strength normally ranges from 100,000 PSI to 130,000 PSI. This high yield point means rail steel provides ample stiffness, enduring heaviest demands with little deformation.
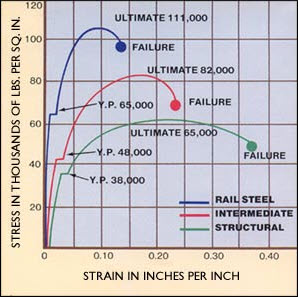
Figure 2: Stress-Strain values different grades of steels
Even after years of service and high stress, there is no difference between the grain structure of a used rail and a new rail. Age, traffic and weather do not change its basic properties. All stresses are relieved through heating prior to being re-rolled. This re-rolling, in accordance with ASTM-A-499, decreases the rails' grain size, and that means improved resiliency. The additional working of the steel actually makes it better than when it was a rail!
Properties of Quality
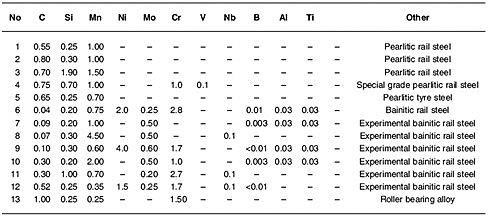
So what makes rail steel superior to other steels? The simplest answer is its unique composition.
Table: Compositions (in %wt) of typical Rail steels
As we mentioned above, the rails are subject to heavy contact cyclic loading that accompanies increased car size and loading, to 100 and 125 ton capacity, increased train size, and increased train speeds used to transport bulk products over the last several decades. These increasing demands require manufacturing and metallurgical approaches that offset wear and other types of failure that limit rail life.
An early type of rail failure was associated with entrapped hydrogen that produced shatter crack or flakes in heavy rail sections, but that difficulty has been effectively controlled cooling and by vacuum degassing of liquid steel.
Typically, rail steels are produced in large BOS vessels and are vacuum degassed prior to being continuously cast into large blooms. Vacuum degassing, coupled with ladle trimming facilities, permits very tight control over chemical composition. After casting, the blooms are placed in insulated boxes, whilst still at a temperature of about 600°C, and are cooled at a rate of 1°C per hour for a period of three to five days. This treatment, coupled with prior vacuum degassing, reduces the hydrogen level in the finished rail to about 0.5 ppm, thereby reducing substantially the susceptibility to hydrogen cracking.
The blooms are then reheated and rolled directly to the finished rail profile. The rail produced from each bloom is hot sawn to specific lengths prior to passage through a rotary stamping machine en route to the cooling areas.
Depending upon the properties required, the rails are either cooled normally in air or subjected to enhanced cooling for the development of high strength. On cooling to room temperature, the rails are passed through a roller-straightener machine which subjects the section to a number of severe bending reversals and emerge with a very high degree of straightness. Finally, the rails pass through a series of ultrasonic, eddy current and laser inspection stations which monitor non-metallic inclusions, external defects and the flatness of the running surface.
Access Thousands of Stress-Strain Diagrams Now!
Total Materia Horizon includes a unique collection of stress-strain curves of metallic and nonmetallic materials. Both true and engineering stress curves are given, for various strain rates, heat treatments and working temperatures where applicable.
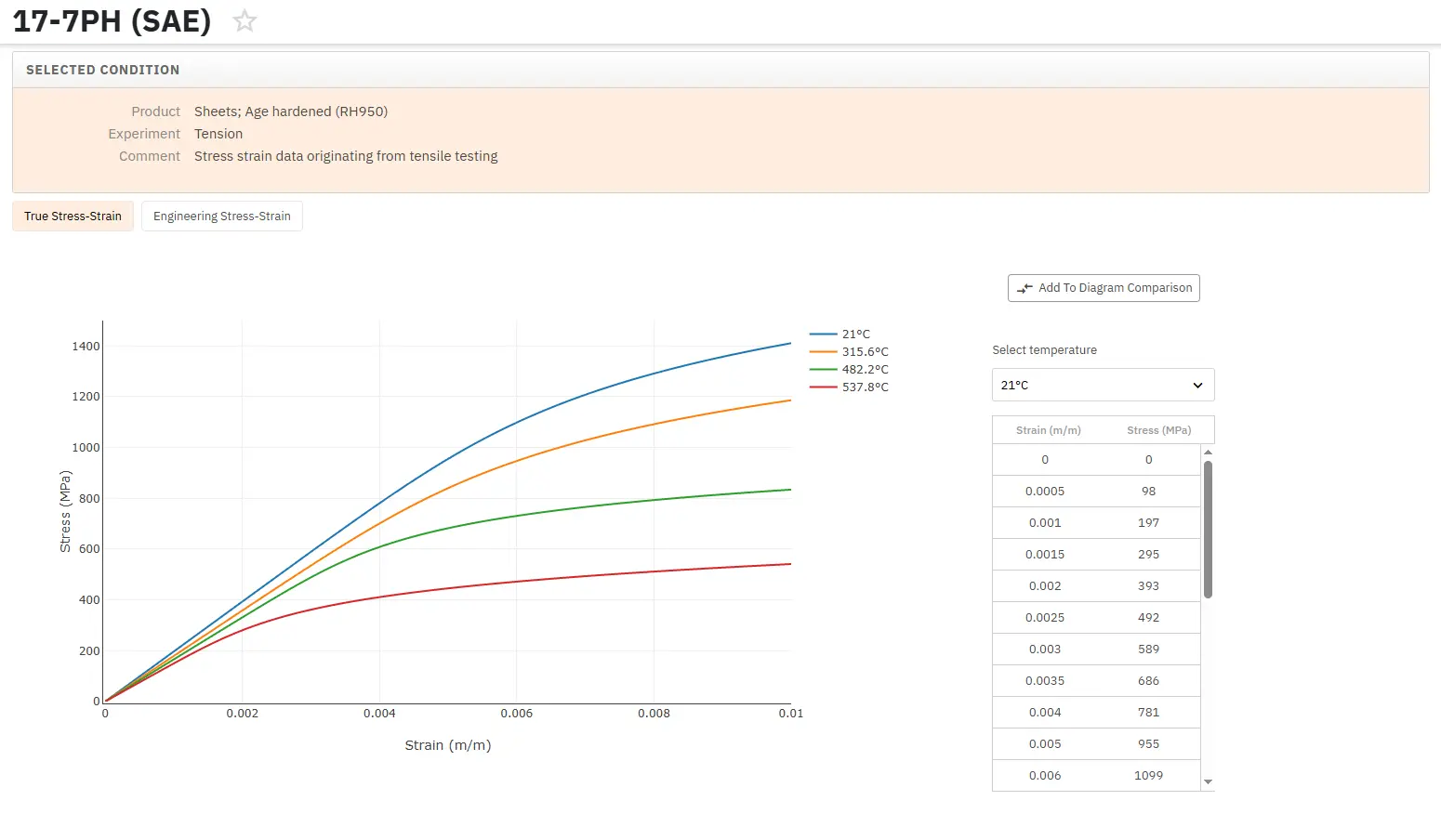
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.