High-strength iron
Abstract
It has been shown that the structures of grey cast irons are similar to those of ordinary steels but with the addition of graphite flakes which break up the continuity of the iron. Thus with a totally pearlitic structure cast iron should approach in tensile strength and toughness the properties of a 0,95% carbon normalised steel; the limiting factor being the shape and distribution of the graphite and fineness of the pearlite.
It has been shown that the structures of grey cast irons are similar to those of ordinary steels but with the addition of graphite flakes which break up the continuity of the iron. Thus with a totally pearlitic structure cast iron should approach in tensile strength and toughness the properties of a 0.95%. carbon normalised steel; the limiting factor being the shape and distribution of the graphite and fineness of the pearlite (Fig. 9 from the article Relation between CE structure and mechanical properties).
Such irons have tensile strengths of up to 370 MPa.
Modification of the micro-structure and properties of cast iron can be brought about by:
- The use of special melting and casting technique.
- The addition of alloying elements.
- Heat-treatment, particularly of white iron.
1. High-duty irons due to casting technique
The gradual introduction of so-called semi-steel during 1914-18 marked the real commencement in improved properties. It is made by adding to the cupola steel scrap which slightly reduces the carbon content and in particular the amount of free graphite together with the production of a pearlitic matrix.
Other methods consist of superheating the molten metals in a separate furnace, whereby the graphite is greatly refined. Alternatively, an iron which would normally cast white can be graphitised by inoculation with ferro silicon (75% Si), sometimes with addition strontium in the ladle to give strength of 370 MPa.
2. Addition of alloying elements
The most common of the special elements added to cast iron are nickel, chromium, copper and molybdenum. Nickel tends to produce grey iron, in which respect it is less powerful than silicon. Consequently in castings of widely varying section the silicon can be reduced slightly and nickel added to prevent chilling in the thin sections, but still retaining a close structure in the thick ones. On the other hand, chromium, by forming carbides, acts in the opposite way to nickel, but at the same time it exerts a grain refining action. These elements, singly or together, are commonly found in motor cylinder irons.
Molybdenum strengthens the matrix by promoting a fine pearlite, but it is used preferably with other elements such as nickel to produce acicular structures.
A rough classification of the types of alloy iron is:
1. Pearlitic Irons
0,5-2% nickel (chromium up to 0,8% and molybdenum up to 0,6%). Used for many general castings. The addition of tin in amounts up to 0,1% promotes a fully pearlitic matrix. High carbon Ni-Cr-Mo cast iron is useful for resisting thermal shock in applications such as die-casting moulds and brake-drums. The nickel and chromium give the desired closeness of grain and molybdenum helps to strengthen the matrix. The considerable graphite reduces the tendency to "crazy crack". Chromium (0,6)-molybdenum (0,6) irons are useful for engine liners, press sleeves, dies, etc., where wear resistance in relatively heavy sections is important. Cast iron with 1 % each of chromium and molybdenum is used for piston-ring pots which are heat-treated to give a high transverse breaking strength coupled with a high elasticity value.
2. Acicular Irons.
Carbon 2,9-3,2, nickel 1,5-2,0, molybdenum 0,3-0,6%. Copper can replace nickel up to 1-5%. This rigid, high-strength, shock-resisting material is used for diesel crankshafts, gears and machine columns. With the correct amounts of nickel and molybdenum correlated with the cooling rate of a particular casting the pearlitic change point can be suppressed and an acicular intermediate constituent (ferrite needles in austenitic matrix) can be produced with high mechanical properties. Acicular cast iron is very much tougher than any of the pearlitic cast irons of lower strength. The tensile strength of acicular cast iron with a carbon content of about 3,0% will vary from 380 to 540 MPa but these figures can be maintained in quite large sections. Phosphorus should not exceed about 0,15% in the presence of molybdenum, otherwise a compound is formed which impoverishes the matrix of molybdenum. Quite large variations in silicon content can be tolerated, but chromium in excess of 0,4% is harmful. The structure changes rapidly at 600-750°C and these irons should not be used at temperatures greater than 300°C.
3. Martensitic Irons.
5-7% nickel with other elements. Very hard irons used for resisting abrasion (Fig. 1), e.g. metal working rolls.
4. Austenitic Irons.
Non-magnetic, with 11-33% nickel but below 20% it is necessary to add about 6% copper or 6% manganese to maintain fully austenitic structures e.g. Nomag irons contain 11% Ni with 6% Mn. These have a good resistance to corrosion and heat, e.g. Ni-Resist.
The outstanding characteristics of the austenitic cast irons, as compared with ordinary cast iron, are:
a) resistance to corrosion;
b) marked resistance to heat;
c) non-magnetic, with suitable compositions;
d) a high electrical resistance coupled with a low temperature coefficient of resistance;
e) a high coefficient of thermal expansion;
f) no change points.
5. Spheroidal graphite cast iron.
The production of spheroidal graphite as in Fig. 2 in the as-cast state is an outstanding development of a new iron, initially due to the use of cerium by Morrogh (BCIRA, 1946 BP 645862) and later, magnesium by the International Nickel Co. (1947 BP 630.070). The use of magnesium, to give 0,04-0,06% residual content proved to be the more adaptable and economic of the two processes. The production of spheroidal structure is prevented, however, by certain trace elements, e.g. 0,1 Ti, 0,009 Pb, 0,003 Bi, 0,004% Sb, but their effect can be eliminated by 0,005-0,01% cerium. For most raw materials the combined use of cerium and magnesium followed by ferro-silicon as an inoculent is used to produce spheroidal graphite iron. Remelting causes a reversion to flake graphite due to loss of magnesium. Magnesium treatment desulphurises the iron to below 0,02% before alloying with the iron, and for economic reasons the sulphur content should be as low as possible. The SG iron can be used with a pearlite matrix or ferrite after a short annealing or with an acicular or austenitic matrix when suitably alloyed.
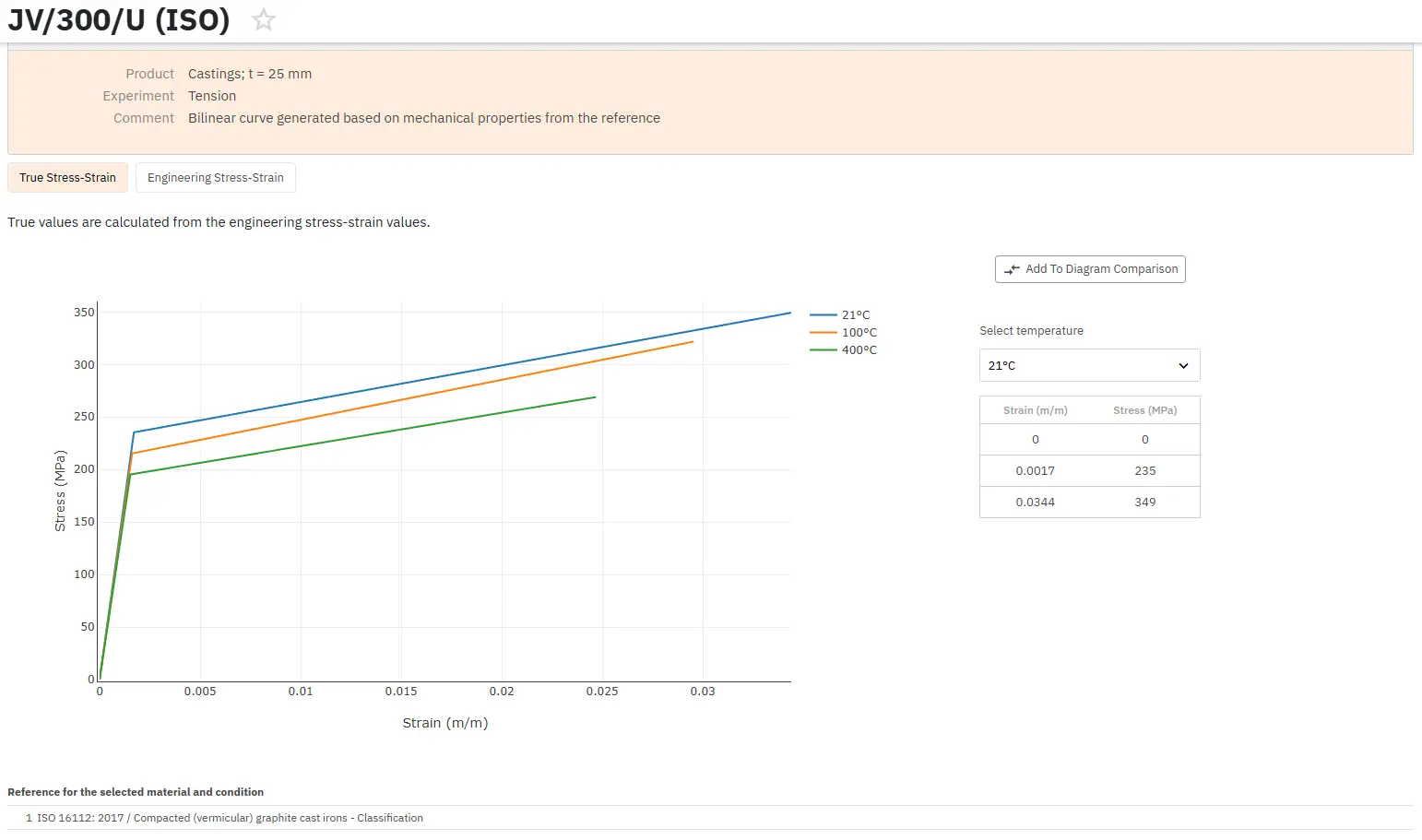
The stress strain curve is similar to that of steel, with measurable elongation. The ferrite grade of SG iron has a strength of 370 MPa with 17% El whereas a normalised pearlitic SG iron has a strength of 700 MPa with a minimum of 2% El. The strength can be increased to 925 MPa by special heat treatment or by the addition of alloying elements. Damping capacity is lower but shock, heat and growth resistance and weldability are higher than for flake graphite iron. SG iron can, therefore, compete successfully with malleable iron for thick sections, cast steel and alloy flake graphite cast iron. SG cast irons are not so section sensitive as normal iron, e.g. a variation of 25-150 mm section causes grey iron to change from 278 to 154 MPa whereas a SG iron would change from 664 to 587 MPa.
A new iron contains fine vermicular graphite similar but finer than undercooled graphite. It has a worm-like form which enables high strengths to be obtained with 2-3% El. Very precise production control is necessary and this limits commercial production at the moment. The sulphur content must be below 0,002% and casting must be cooled rapidly.
 |
 |
|
Figure 1. Martensitic iron (Ni-hard). Cementite (white masses) in martensite austenite matrix (x 200) BH = 700 |
Figure 2. Spheroidal cast iron. Spheroidal graphite in pearlite matrix (x 200) |
Stress relief of grey cast iron
Stress is completely removed at 650°C, but grain growth commences at 550°C and is serious at 600°C. Current practice is to heat slowly to 475-500°C, hold at temperature for 1 hour per 25 mm section and cool in furnace to 300°C.
Access Precise Properties of Cast Irons Now!
Total Materia Horizon contains property information for 11,000+ cast irons: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.