Friction Stir Welding of Steel: Part Four
W.M. Thomas, P.L. Threadgill and E.D. Nickolas, TWI Ltd, Cambridge, United Kingdom
In friction joining and forming, the process is akin to find layer of high viscosity between solid components in relative motion and under significant compressive loading. The thixotropic properties and fluid flow features that occur in conventional friction welding have been reported, along with friction induced ‘third body’ conditions and superplasticity that occurs as result of extreme plastic deformation. Thus the science of these processes, in some respects, is probably closely allied to that of rheology.
4. General Consideratios
4.1 Welding Mechanisms
In friction joining and forming, the process is akin to find layer of high viscosity between solid components in relative motion and under significant compressive loading. The thixotropic properties and fluid flow features that occur in conventional friction welding have been reported, along with friction induced ‘third body’ conditions and superplasticity that occurs as result of extreme plastic deformation. Thus the science of these processes, in some respects, is probably closely allied to that of rheology.
The relative motion between the tool and the substrate generates sufficient frictional heat to reduce the yield strength of the material. As the temperature rises the yield strength falls below the applied shear stress so that a ‘third body’ region of highly deformed plasticized material forms around the immersed and contacting regions of the tool as illustrated in Figure 1.
The outer edges of the weld track only experience limited friction from the periphery of the tool shoulder. In contrast, and depending on the degree of tool tilt, most of the shoulder acts upon the central region of the weld track. Inevitably, it is the central region that receives most friction as well as the stirring due to the probe.
This highly plasticized ‘third-body’ material provides some hydrostatic effect. As the rotating tool moves along the joint, this hydrostatic effect helps the plasticized weld material to flow around the tool. The plasticized weld material then coalesces behind the tool, to form a solid phase joint as the tool moves away. Evidence that hydrostatic pressure leads to displacement of plasticized material and recovery of the through-thickness dimension is also shown in the dissimilar metal weld sections. Even where the trailing edge (heel part of the shoulder) is sunk below the plate surface during the operation, recovery in plate thickness is possible. In the case of dissimilar materials, preferential recovery occurs with the more plasticized material, especially when positioned on the retreating side of the weld. The presence of a shallow bulge above the plate surface confirms this effect.
Both friction stir welding and friction surfacing processes show some lack of symmetry. The use of optimized conditions however, virtually ensures that differences between the advancing side and retreating side do not cause any adverse effects. However, with less suitable conditions, the asymmetric nature of the process can lead to defects. In friction surfacing lack of symmetry can lead to excess expulsion of material at the retreating edge of the deposit, as shown in Figure 1. In FSW, defects can be found such as buried voids, or a surface-breaking groove that usually runs along the advancing side. The inherent lack of process symmetry causes a differential pressure around the probe such that the rotating tool tries to veer away from the retreating side of the weld towards the advancing side. Secure fixturing and robust machine tool equipment prevents any noticeable sideways deflection.
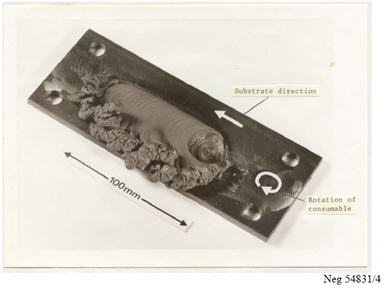
Figure 1: Friction surface deposit. Mild steel deposit showing excess plasticized material (extreme example). Speed-330 rev/min, force 28Kn, touchdown 7.5 sec, traverse rate 2.0 mm/sec
4.2 Thermal Management
Investigations at TWI are continuing to study the value of preheating for the FSW of ferrous and other comparatively high temperature materials to improve welding speed and minimize tool wear.
Before frictional contact is made the workpiece material will be at its hardest, and, therefore be more likely to wear or to damage the FSW tool. Thus, of the entire friction stir welding operation touch down conditions is regarded as the most severe.
It can also be beneficial, for the higher temperature materials, to preheat the touch down region of workpiece so as to condition this region before plunging the probe into the work piece. The welding process can then progress without further additional heating. It is expected that this simple procedure will significantly reduce tool wear at touch down.
Depending on the properties of the workpiece material and its thermal diffusivity, it can also be beneficial to continue the preheating throughout the welding operation. Conversely, cooling or even welding certain materials underwater is found to be beneficial.
Preheating of the tool is also recommended for certain tool materials which are brittle at room temperature, so that they become more ductile and thus better suited to carrying out the welding process. It is considered that any suitable heating process can be adopted for heating the workpiece including heating techniques such as flame, coherent or incoherent radiation, friction, induction resistance or arc/plasma. High frequency induction heating and high frequency resistance heating may be of particular advantage since they can achieve heating through the thickness of the workpiece, rather than just surface heating.
Work is continuing at TWI to investigate the use of hybrid process to fill substantial gaps between the plates to be welded. Processes such as TG, MIG, sub-arc and hot wire welding methods as well as resistance hot wire can be used to fill gaps between plates just in front of the FSW tool. This hybrid approach effectively allows the FSW technique to become a gap filling and a post fusion welding process to refine and improve the weld from the prior fusion process.
In some cases, where the FSW process is used at high temperatures, a non-oxidising gaseous atmosphere may be needed to protect the joint from atmospheric contamination and to prevent certain tool and workpiece materials becoming oxidized.
The FSW process seems ideally suited to the welding of hot plate where the entire plate or product is raised to a higher temperature e.g. hot plate welding in the steel mills or hot strip tube manufacturing in pipe mills.
5. The Advantages & Disadvantages of the FSW Process
5.1 Advantages
Generically friction welding and its related process variants are characterized by being thermomechanically energy efficient solid-phase joining techniques. Friction stir welding is no exception and in addition the welding operation is simple and operator friendly. The following lists some of the advantages of the process at present:
- The process is machine tool technology based, which can be semi-automatic or fully automated
- The surface appearance approaches to that of a rough machined surface. In most cases this reduces production costs in further processing and finishing.
- For most materials the process does not normally require a shielding gas.
- High integrity welds are produced for an increasing range of materials.
- Parent material chemistry is retained without any gross segregation of alloying elements.
- The process is essentially an autogeneous non-consumable keyhole technique. (Therefore, eliminating the problems associated with the selection and storage of consumables).
- Plain low carbon steel and 12%chromium alloy steel can be welded in a single pass in thickness from 3-12 mm.
- Steel thickness up to 25 mm can be welded from two sides. (Similarly to arc welding, the double sided weld joint is more process tolerant).
- Welding is carried out without spatter, ozone formation, or visual radiation associated with fusion welding techniques.
- The process is relatively quiet
- The process is solid-phase, with process temperature much lower than fusion techniques, thus avoiding problems which can occur with the liquid phase, such as alloy segregation, porosity and cracking.
- The process can be carried out in all positions – vertical and overhead.
- No special edge preparation is required (only nominally square edged abutting plates are needed for a butt joint), so it saves consumable material, time and money.
- A feature associated with FSW weldments is the comparatively reduced distortion levels.
- FSW is easy to automate, and user friendly.
- Equipment is simple with relatively low running costs.
- Once established optimized process conditions can be pre-set and subsequent in-process monitoring can be used as a first line check that weld quality is being maintained.
- Like most friction techniques the process can be operated underwater.
5.2 Disadvantages
- It is necessary to clamp the workpiece materials firmly. Suitable jigging and backing bars are needed to prevent the abutting plates moving apart or material breaking out through the underside of the joint.
- An end of run hole is left as the probe is withdrawn.
- To overcome the letter feature run-on/run-off plates which take the end of the run hole from the substrate joints are sometimes used or the hole can be left in a suitable region. In addition, one of the friction hole filling techniques, such as taper plug and friction hydro pillar welding can be considered.
- At present for plain low carbon and 12% chromium steels the welding traverse speed is typically, in the order of 1.7 to 4 mm/sec which could be considered comparatively slow for relatively thin plate material.
- For plain low carbon steels and to a lesser extent 12% chromium alloy steels tool wear is limiting feature.
Concluding Remarks
Although more development work has to be carried out, primarily on improved tool materials, the feasibility of friction stir welding steel has been demonstrated. Tensile testing and bend testing has confirmed that the mechanical properties of FSW 12% chromium alloy and low carbon steel joints compare well with parent metal properties.
This paper has described some initial feasibility studies on the FSW of both 12% chromium alloy and low carbon steel; the prognosis for continued progress is good.