Friction Stir Welding of Steel: Part One
W.M. Thomas, P.L. Threadgill and E.D. Nickolas, TWI Ltd, Cambridge, United Kingdom
The earliest reference to the use of frictional heat for solid-phase welding and forming appeared over a century ago in a United States patent. A period of fifty years then passed before any significant advancement in friction technology took-place namely a British patent in 1941 that introduced what is now known as friction surfacing. Yet another fifty years went by before friction stir welding (FSW) was invented at TWI. This comparatively recent innovation has permitted friction technology to be used to produce continuous welded seams for plate fabrication, particularly in light alloys.
Introduction
The earliest reference to the use of frictional heat for solid-phase welding and forming appeared over a century ago in a United States patent. A period of fifty years then passed before any significant advancement in friction technology took-place namely a British patent in 1941 that introduced what is now known as friction surfacing. Yet another fifty years went by before friction stir welding (FSW) was invented at TWI. This comparatively recent innovation has permitted friction technology to be used to produce continuous welded seams for plate fabrication, particularly in light alloys.
Friction stir welding (FSW) is a process for joining workpieces in the solid phase, using an intermediate non-consumable tool (see Fig.1.).
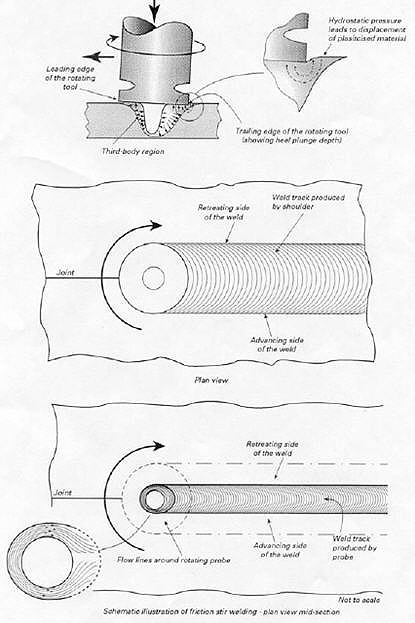
Figure 1: Principle illustration of friction stir welding
According to the invention the method comprises a FSW tool of harder material than the workpiece material being welded. The marked difference between the elevated temperature properties of the tool and the workpiece, together with a suitable cyclic movement between the tool and workpiece, generates sufficient frictional heat to cause plasticized (third-body) conditions in the workpiece material. Thus friction stir welding is a continuous hot shear process that involves slowly plunging a portion of a specially shaped rotating tool between and then along the abutting faces of the joint. The contacting surface of the shoulder of the tool, and the length of the probe below the shoulder essentially allows the probe to maintain penetration to the required through-thickness depth.
Although initially FSW was confined to relatively soft workpiece materials such as lead, zinc, magnesium and a range of aluminum alloy materials, the feasibility of joining copper and in this paper, low carbon chromium steel, and carbon steel has been demonstrated. This range of harder workpiece materials has proved possible by continuing to maintain a suitable differential between the hardness and the elevated temperature properties of the tool compared with the workpiece materials.
Friction stir welding can be regarded as an autogenous keyhole joining technique without the creation of liquid metal. The consolidated weld material is thus free of typical fusion welding defects. No consumable filler material of profiled edge preparation is normally necessary. Already FSW is a practical technique for welding aluminum-based materials, ranging in plate thickness from 0.8mm to 75 mm and is in commercial production. Low distortion, cost effective, FSW joints are produced, with excellent mechanical properties being achieved in several aluminum alloys.
Continuing investigations suggest that the FSW of steel will also become commercially attractive for such applications as ships, pipe fabrication, trucks and railway wagons and hot plate fabrication.
This paper describes some results with a plain low carbon steel, 12% chromium alloy steel and dissimilar 12%chromium steel/carbon steel combinations. These dissimilar welds served to indicate the characteristic flow pattern associated with the FSW process.
Background
The characteristics of the FSW technique can be compared with other friction process variants, some of which are shown in Figure 2. For example, when Continuous Drive Rotary, Inertia, Linear, Orbital and Arcuate friction welding variants are used to join two bars of the same material and same diameter or aligned cross-section, axial shortening (consumption of the bars) occurs equally from each bar to form a common plasticized ‘third body’. However, differences in diameter or section, lead to preferential consumption of the smaller component. Differences of material is one of the parts to be joined also lead to preferential consumption of the comparatively softer material. The unequal consumption and temperature distribution in Rotary friction welding between different diameter bars has already been studied. This preferential consumption and reprocessing of one component in a friction system has been put to good use in the development of Friction Surfacing, Friction Hydro Pillar Processing and Friction Pillaring, Radial Friction Welding and Friction Plunge Welding. Friction Stir Welding is a further development in that only the workpiece weld region is processed, to form a solid-phase welded joint.
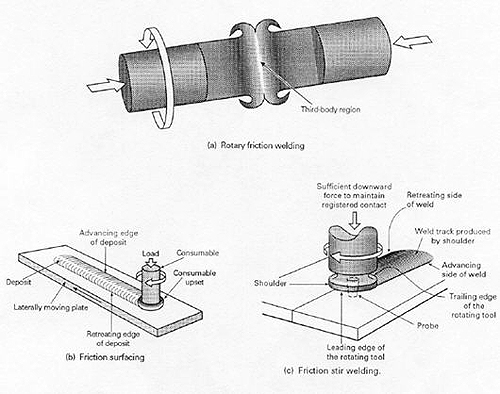
Figure 2: Friction process variants
Friction Extrusion and Friction Third-body are exceptions to the latter variants in that the consumed and reprocessed material is introduced into the friction system. This introduced material, which has a comparatively lower thermal softening temperature than the components being welded or the dies used to extrude is frictionally treated to provide a ‘third-body’ material. Suitably conditioned, this ‘third-body’ material can be harnessed either as an extruded product or be used as a joining medium.
The lateral movement in Friction Surfacing and FSW, by introducing new workpiece material at nominally ambient temperature, modifies the already unequal temperature distribution between a comparatively small diameter rotating consumable bar in Friction Surfacing and the rotating tool in FSW, as shown in Figure 2b&c. Both these techniques rely on producing suitable temperature and shear conditions within the "third-body" transient region that exists in Friction Surfacing between the consumable bar and the substrate, and between the tool and the workpiece in FSW.
In Friction Surfacing any increase in temperature differential (by the intrusion of cold substrate material) enhances the deposition mechanism and allows comparatively harder materials to be deposited onto nominally softer materials. The inherent temperature gradient leads to minimal dilution. However, in FSW the intrusion of cold workpiece material can, in some cases, hinder the welding performance.