Twin Belt Casting
Abstract
Twin belt slab casting represents a significant advancement in continuous strip casting technology, accounting for approximately 30% of global continuous casting output. This process efficiently transforms molten metal into high-quality strip products under extreme thermal gradients through rapid solidification between two moving steel belts. The technology eliminates numerous expensive production steps while maintaining superior product quality. Major aluminum sheet producers worldwide have developed twin belt casting systems, including Hazelett and Kaiser caster designs, which demonstrate remarkable efficiency in producing rolled aluminum semi-fabricated coil stock. These continuous casting technologies offer substantial advantages over conventional rolling mills, including reduced process time, lower capital requirements, and enhanced quality control.
Introduction to Continuous Strip Casting Technology
Twin belt slab casting has emerged as a revolutionary component of continuous strip casting processes, fundamentally transforming how molten metal converts into finished products. This advanced technology accounts for approximately 30% of the world's continuous casting output, demonstrating its significant impact on global manufacturing capabilities.
The primary objective of twin belt casting centers on efficiently converting molten metal into high-quality strip products under extremely varied thermal gradients. This process achieves rapid transformation within remarkably short time and space constraints, making it highly valuable for industrial applications.
Continuous casting involves complex material interactions and sophisticated engineering principles. The technology requires precise control of molten metal flow, which proves critical to successful casting operations. By implementing twin belt casting systems, manufacturers eliminate numerous expensive production steps while producing broadly equivalent products to traditional methods.
Global Adoption of Twin Belt Casting Systems
Worldwide adoption of continuous casting technologies has reached impressive levels, with strip casting processes now representing a remarkable 30% share of global rolled aluminum semi-fabricated coil stock production. This substantial market penetration reflects the technology's proven effectiveness and economic advantages.
Most major aluminum sheet producers have invested in developing twin belt, block, or roll continuous casting technologies. However, despite these technological advances, automotive sheet production through these routes has not achieved widespread commercialization, presenting potential opportunities for future development.
Twin Belt Casting Equipment Design and Operation
Twin belt slab casting equipment utilizes two moving thin steel belts that create a dynamic mold for metal casting processes. This innovative design subjects the belts to extremely high thermal gradients, with molten metal contacting one side while water coolant maintains contact with the opposite side.
The belt system's effectiveness depends on precise temperature management and controlled material flow. The moving mold concept allows for continuous production while maintaining consistent product quality throughout the casting process.
Hazelett Caster Technology and Specifications
The Hazelett Caster represents one of the leading examples of twin belt casting technology, featuring an advanced design that optimizes molten metal solidification.
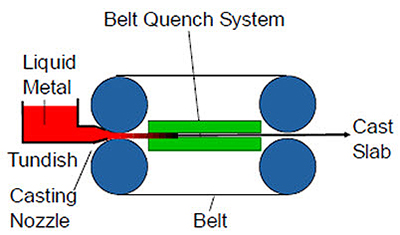
Figure 1: Hazelett Belt caster schematic design and operational principles
In this system, molten metal solidifies between two rotating thin steel belts, each approximately 1.5 mm in thickness. These belts receive continuous cooling during their contact with the molten material, ensuring controlled solidification rates and consistent product quality.
The Hazelett technology produces slabs ranging from 15 mm to 25 mm in thickness, with widths extending up to 2000 mm. These machines excel in manufacturing long lengths of plate and strip products up to 1750 mm wide, making them ideal for producing bus bars, sheet stock, foil materials, and can manufacturing feedstock.
Hazelett Casting Process Parameters
Casting rates in Hazelett systems typically range from 5 to 9 meters per minute, providing substantial production capacity while maintaining quality standards. Upon exiting the casting machine, the strip maintains temperatures between 420°C and 460°C, enabling immediate in-line processing.
The integrated design incorporates hot-rolling capabilities directly connected to the casting process. Similar to block casters, Hazelett systems feature at least two hot rolling stands operating in tandem with the casting machine. This configuration allows immediate hot-rolling of the cast strip to coilable gauges between 2 mm and 6 mm thickness.
The final coiling process occurs at approximately 200°C, ensuring optimal material properties and handling characteristics for subsequent processing or end-use applications.
Kaiser Caster Innovation and Process Integration
The Kaiser Caster concept represents a comprehensive approach to continuous can stock substrate processing, integrating multiple production stages into a single, efficient line.
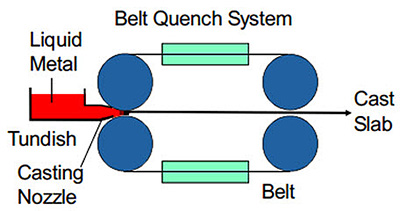
Figure 2: Kaiser Caster configuration and process flow
This innovative system comprises several integrated components: molten metal holding furnaces, metal degassing and filtration systems, the Kaiser Caster itself, hot rolling stands, annealing and quenching equipment, cold rolling stands, and coiling mechanisms. This complete integration enables production of three distinct beverage can substrate products: body stock, lid stock, and tab stock materials.
Kaiser Caster Advantages and Design Features
The Kaiser Caster process delivers numerous advantages compared to conventional rolling mills, including major reductions in process time and capital requirements while maintaining superior quality standards. The strip thickness produced depends on several critical factors: belt thickness, casting belt return temperature, strip and belt exit temperatures, and the specific metal being processed.
A distinctive feature of the Kaiser design involves eliminating water cooling on the belt's back side during metal contact within the molding zone. This design modification significantly reduces thermal gradients and prevents film boiling problems that can occur when critical heat flux levels are exceeded in the casting zone.
The absence of back-side cooling also minimizes cold framing conditions, where cold belt sections develop in three critical locations: before metal entry and on both sides of the mold zone. Cold framing can cause severe belt distortion, negatively impacting product quality and operational efficiency.
Operational Benefits of Kaiser Technology
The Kaiser Caster demonstrates exceptional operational advantages, including remarkably easy startup procedures. Quality products become available within just 15 minutes of system initiation, dramatically reducing downtime and improving overall productivity.
Additional benefits include problem-free product release from belt sticking, maintaining high production rates throughout operation. The elevated product temperature at discharge provides optimal conditions for in-line hot rolling processes, eliminating the need for reheating and associated energy costs.
Process Optimization and Quality Control
Both Hazelett and Kaiser casting technologies emphasize precise process control and quality optimization. The success of twin belt casting depends on maintaining uniform flow patterns, optimal thermal management, and consistent belt performance throughout the casting cycle.
Quality control measures focus on monitoring thermal gradients, belt condition, and product specifications throughout the casting process. These systems provide real-time feedback for process adjustments, ensuring consistent product quality and operational efficiency.
Economic and Environmental Advantages
Twin belt casting technology offers substantial economic benefits through reduced processing steps, lower energy consumption, and decreased capital investment requirements. The elimination of traditional rolling mill stages reduces both operational costs and environmental impact while maintaining product quality standards.
The integrated nature of these systems provides additional advantages through reduced material handling, decreased energy consumption, and improved overall process efficiency. These factors contribute to enhanced competitiveness in global aluminum markets.
Future Developments and Applications
Continuous advancements in twin belt casting technology continue to expand application possibilities and improve process efficiency. Research focuses on extending the technology to new alloy systems, improving product quality, and developing applications in automotive sheet production.
The proven success of twin belt casting in aluminum processing suggests potential applications in other metal systems, presenting opportunities for further technological development and market expansion.
Conclusion
Twin belt casting technology has established itself as a crucial component of modern continuous casting operations, delivering significant advantages in efficiency, quality, and cost-effectiveness. The success of systems like the Hazelett and Kaiser casters demonstrates the technology's maturity and commercial viability.
As global demand for high-quality aluminum products continues growing, twin belt casting technology will likely play an increasingly important role in meeting market requirements while maintaining competitive production costs and environmental responsibility.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.