The MURC Process
Abstract
A number of improvements were identified by some industry leaders in relation to reducing both costs and slag generation in high grade steel production.
The MURC process separates and therefore provides opportunities for optimization in the four principle steel refining processes and in addition specific focus on the converter-type methodology.
To reduce costs and slag generation in the production of high grade steels at high productivity, it is necessary to develop processes that enable (i) refining steel at high efficiency with less flux input to decrease slag formation, (ii) simple and economical recycling of slag, (iii) elimination of the use of fluorine to meet the environmental quality standards for soil, and (iv) wider flexibility in raw materials selection and larger thermal allowance in reaction vessels. From these viewpoints, Nippon Steel & Sumitomo Metal reviewed the methods of hot metal pretreatment that had been established up to the 1980s, and mainly introduced the following improvements:
(i) Separating the four principal steel refining processes, i.e., desiliconization, desulfurization, dephosphorization, and decarburization (hereinafter referred to as de-Si, de-S, de-P, and de-C, respectively,) from each other, which made it possible to raise reaction efficiency and expand slag recycling; and
(ii) Selection of the converter-type method as the main hot metal de-P process, its wider application, and further enhancement of reaction efficiency.
For primary refining, desiliconization and dephosphorization of hot metal use of a torpedo car (TPC) had been applied in the past. However, since the pretreatment of hot metal using a TPC was inefficient, owing to the small reactive interface, the pretreatment time was so much longer than the cycle time of converter that difficult preparatory work was required to synchronize them.
Under this condition, and in conjunction with the surplus production capacity of its converter, Muroran developed a new process called the Multi-Refining Converter (MURC) process whereby the surplus production capacity of the converter was utilized to deslag and decarbonize the hot metal after desiliconization and dephosphorization. This new process has made it possible to attain a turndown phosphorus content, after decarbonization, of P ≤ 0.025%, within 70 minutes of steelmaking cycle time on a consistent basis.
In addition, since the process has significantly increased the thermal capacity and eliminated the need for tapping after dephosphorization, it has become possible to use large quantities of scrap in the hot metal pretreatment process. In the MURC process, the hot metal dephosphorization and decarbonization are performed in the same converter. Therefore, the deslagging ratio during intermediate deslagging determines the attainable turndown phosphorus content (Figure 2). This means that it is important to form an easy-to-remove slag during desiliconization and dephosphorization of the hot metal.
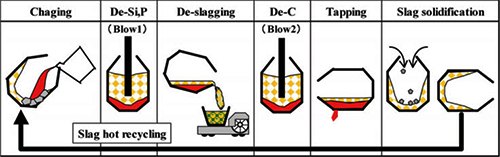
Figure 1: MURC process flow
As seen in Figure 1, via the MURC process, desiliconization and dephosphorization are done under oxygen blowing, and then after discharging the slag that forms during the blowing, decarburization is done under oxygen blowing in the same converter vessel. This process has a problem in that because of the intermediate discharge of the slag, as well as the cooling and solidification of the decarburization slag for its reuse for the following charge, the productivity of the converter is likely to fall.
For this reason, in the study for enhancing the steel refining productivity, an operation practice was looked for that would increase production, cut costs, and minimize slag formation, while maintaining a high hot metal pretreatment ratio, even during high production.
Figure 2 shows the ratio between observed and calculated phosphorus distribution (Lp = P concentration in slag/same in hot metal) with and without hot recycling of de-C slag; the observed values are those of the de-P by the MURC process at Oita Works, and the calculated values are those based on slag composition.
It is clear from the graph that, with slag hot recycling, the actual values of phosphorus distribution are higher and closer to the calculated figures, which means that it is possible to decrease burnt lime consumption by the amount corresponding to the excessive basicity of the recycled slag. In fact, as a result of slag hot recycling, burnt lime consumption has been decreased by 40% (see Figure 3).
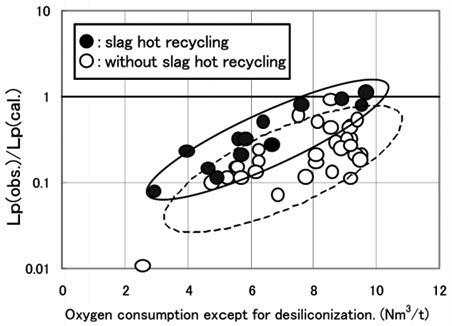
Figure 2: Effect of slag hot recycling by MURC process (Oita Works)
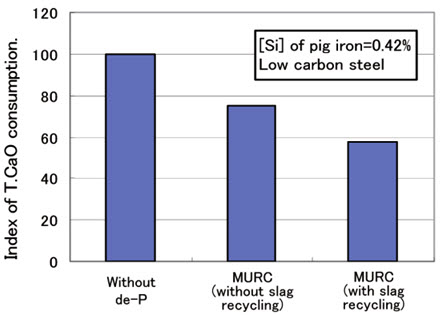
Figure 3: Comparison of CaO consumption (Oita Works)
Find Instantly Precise Compositions of Materials!
Total Materia Horizon contains chemical compositions of hundreds of thousands materials and substances, as well as their mechanical and physical properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.