The HYTEMP Iron Process
Abstract
A significant challenge in modern iron making processes is how to handle the spent energy in the form of process released gas. In fact, it is so critical that if no consideration is taken for the export of this energy then the process itself becomes economically threatened.
The HYTEMP system consists of the HYL hot discharge direct reduction reactor, connected to an adjacent electric furnace mill by means of a pneumatic transport system.
One of the newest trends in steelmaking is the application of direct ironmaking technologies for the production of molten iron and steel. These technologies are based on the direct use of non-treated, non-coking coal as a reducing agent.
Among these technologies, most of which are currently at various stages of development and industrial application, such as AISI, DIOS, etc., the Corex process is presently working at an industrial scale.
However, due to the low level of post-combustion taking place in the melter gasifier, a significant amount of energy, as spent gas, has to be released from the process. This export of energy is so high that if no further and adequate use is considered, the ironmaking process itself is no longer economically feasible.
Among the various options for use of the export energy (i.e., power generation, heating, synthesis gas generation, direct reduced iron production), the most economically attractive application is hot DRI production.
Figure 1 shows the HYL process concept, designed for the direct reduction of iron ores by the use of reducing gases in a solid-gas moving bed reactor. Oxygen is removed from the iron ores by chemical reactions based on hydrogen H2 and carbon monoxide (CO), for the production of highly metallized Direct Reduced Iron (DRI). The main reduction reactions are as follows:
Fe2O3+3CO=2Fe+3CO2
In the reduction reactor, iron carbide Fe3C is also formed by the combination of carbon with metallic iron from the reduced product. The main potential carburization reactions can be summarized as follows:
3Fe+2CO=Fe3C+CO2
Hytemp iron is DRI produced at high temperature (> 700°C) with metallization up to 95% and controlled carbon up to 5%, and which is pneumatically transported from the reactor discharge to the meltshop for direct feeding to the EAF steel mill. In this manner, the energy value of the hot DRI is capitalized in the EAF.
The typical configuration of DR-based EAF steel mill involves a moving bed reduction reactor producing cold discharged direct reduced iron, which could be either stored or sent directly to the electric furnace mill by means of conveyors. The DRI typically has a metallization level of up to 95% and carbon levels in the range of 1.8% to 2.35.
Depending on the established practice, the DRI could be continuously charged or batch charged to the furnace. HYL has developed a configuration named the HYTEMP System, which involves an HYL hot discharge direct reduction reactor, connected to an adjacent electric furnace mill by means of a pneumatic transport system. Hot DRI is sent to the melt shop, where it is temporarily stored in insulated inertized storage bins, for feeding to the furnace by continuous injection mechanisms which deposit the material directly in the metallic bath surface.
DRI is discharged at a temperature of >700°C, whereas the typical cold discharge plant dischargers the DRI at less than 50°C. Because of the high temperature of the material, it was necessary to develop a practical method of transporting it to the EAF, keeping the inherent energy contained in the product, while avoiding metallization and product losses all with the associated difficulties in handling a hot material.
The solution to this problem was reached by developing a pneumatic transport system, designed to safely transfer the hot DRI to the EAF area, where it could be charged to insulated inertized storage bins and subsequently fed continuously to the EAF. The temperature of the hot DRI when charged to the furnace is typically over 650°C. From the time the iron ore enters the charging bins of the reduction reactor, until it is discharged hot and transported to the meltshop for charging to the furnace, the material is handled in an enclosed environment. This reduces greatly both material and energy losses, as well as eliminating environmental and safety problems.
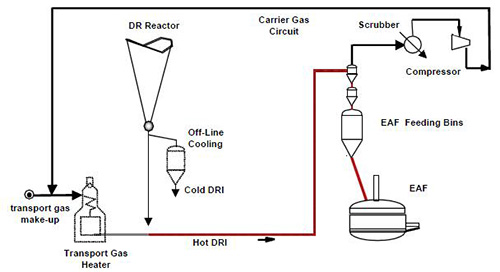
Figure 1: Process scheme of the HYTEMP system
Access Precise Properties of Cast Irons Now!
Total Materia Horizon contains property information for 11,000+ cast irons: composition, mechanical and physical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.