The CAS-OB Process: Advanced Secondary Steelmaking Technology
Abstract
The CAS-OB (Composition Adjustment by Sealed Argon Bubbling – Oxygen Blowing) process represents a crucial advancement in secondary steelmaking technology, addressing the industry's ongoing challenge of producing the cleanest possible steel at the lowest possible cost. This unit process enables precise compositional control and temperature adjustment through innovative sealed argon bubbling combined with oxygen blowing techniques. The process features a refractory bell system that creates a slag-free environment for efficient alloy additions, achieving temperature increases up to 10°C per minute through controlled aluminum-oxygen reactions. CAS-OB technology supports the industry's demand for clean steel with precise compositional control while maintaining cost-effectiveness through improved alloying yields and reduced material losses in secondary metallurgy operations.
Introduction to Secondary Steelmaking Technology
The continuous relationship between producing the cleanest possible steel at the lowest possible cost remains an ongoing challenge in the steel industry. In recent years, demand for clean steel with precise compositional control has increased significantly. As a contradictory factor, rising raw material prices have forced steelmakers to seek cost reduction opportunities wherever possible.
Modern steel production relies on several critical technologies that have revolutionized the industry. The most important developments include converters, which have replaced open-hearth furnaces; vacuum degassing processes for secondary refining of molten steel; and continuous casting technology, which has completely replaced ingot casting methods.
Evolution of Ladle Metallurgy Processes
The main requirements for ladle metallurgy encompass excellent control of steel cleanliness, temperature management, chemical analysis precision, alloying yields optimization, and effective degassing operations. Various refining methods have been developed to meet these demanding requirements, including RH (Ruhrstahl-Heraeus), ASEA-SKF, VOD (Vacuum Oxygen Decarburization), and CAS-OB processes.
Different methods exist for agitating and moving liquid steel within the ladle, including vacuum lifting, gas stirring, and electromagnetic induction stirring. Each technique offers specific advantages for particular applications and steel grades.
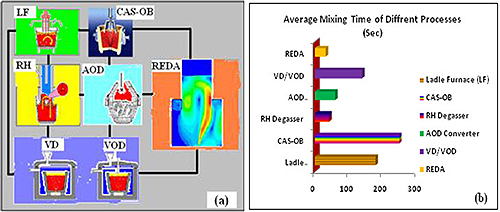
Figure 1: (a) Schematic diagram of different secondary steelmaking processes; (b) Average mixing time of different secondary steelmaking processes
CAS-OB Process Fundamentals
The CAS-OB process (Composition Adjustment by Sealed Argon Bubbling – Oxygen Blowing) represents a specialized unit process designed for controlling steel composition and temperature in secondary metallurgy operations. This innovative technology addresses the critical need for precise compositional control while maintaining cost-effective production parameters.
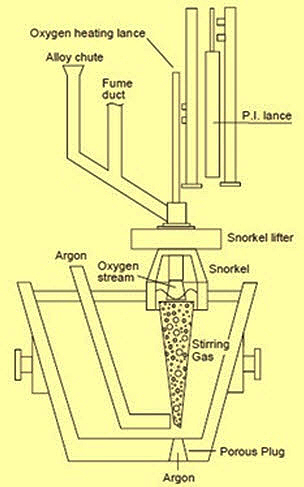
Figure 2: Schematic diagram of a typical CAS-OB installation
Process Stages and Operational Sequence
The CAS-OB process typically divides into three distinct operational stages: heat-up, alloying, and slag reduction. Each stage serves specific metallurgical objectives while contributing to overall process efficiency and steel quality improvement.
Heat-Up Stage Operations
The heat-up stage objective involves increasing the steel bath temperature through controlled chemical heating. This process is conducted by feeding aluminum particles into the molten steel while employing simultaneous oxygen blowing through a top lance system. The rate of chemical heating is carefully limited to avoid introducing excessive thermal stresses to the refractory wall structures through heat transfer processes, particularly radiation and convection.
The controlled heating mechanism allows temperature increases of up to 10°C per minute, providing rapid and efficient thermal adjustment capabilities. This heating rate represents a significant advantage over traditional heating methods while maintaining structural integrity of the ladle refractory lining.
Refractory Bell System Configuration
The main feature of the CAS-OB process is the refractory bell positioned underneath which alloy additions to the steel bath are made. The steel ladle is positioned precisely so that the bell is situated directly above the porous stirring plug. This configuration ensures that the agitated surface of the steel bath is confined to the area underneath the bell.
Bottom bubbling gas creates an distinctive 'open eye' in the slag layer, providing a clear interface for metallurgical operations. The bell is then lowered onto the liquid steel surface over this open eye region in the slag, creating a protected environment for alloy additions.
Advanced Metallurgical Operations
The CAS-OB process enables simultaneous addition of aluminum and oxygen gas blowing through the top lance system. The heat generated by the aluminum-oxygen reaction allows liquid steel temperature to be raised efficiently while producing aluminum oxide (Al₂O₃) that must subsequently float out to produce clean steel.
Additional argon stirring, when necessary, is achieved through a specially designed submerged lance configuration. Further addition of ferro-alloys into the slag-free region achieves significantly higher yields compared to conventional ladle metallurgy practices.
Process Control and Monitoring
After positioning the ladle at the liquid steel processing station, argon blowing through the porous plug in the ladle bottom begins, and the presence of purging is visually monitored. Simultaneously, the height of freeboard is measured and the bell movement value is calculated to ensure proper positioning.
Critical operational parameters require that the lower end of the bell must be immersed into the liquid steel by at least 200 millimeters. Temperature measurements of the liquid steel and dissolved oxygen activity are continuously monitored to maintain optimal processing conditions.
Operational Procedures and Quality Control
Before lowering the bell, argon flow is increased to create the characteristic 'open eye' surface condition in the liquid steel purge area. The bell is then lowered into this open eye region, and after reaching the desired depth, argon flow is reduced to maintain stable operating conditions.
The free surface of liquid steel within the bell, separated from the slag, serves as the addition point for granular aluminum and other deoxidizing additives. This protected environment ensures maximum efficiency of alloy additions while minimizing material losses to the slag phase.
Homogenization and Sampling Procedures
Following additive incorporation, homogenization of the liquid steel is carried out for approximately 4 to 5 minutes to ensure uniform distribution of alloying elements and temperature equilibration. The argon flow is then further reduced to facilitate sampling and temperature measurement of the liquid steel.
Temperature measurement results are used to calculate chemical heating requirements, determining the necessary amounts of aluminum metal and oxygen for subsequent processing stages. This data-driven approach ensures precise process control and optimal metallurgical results.
Integrated Chemistry Adjustment Operations
Metal heating is typically combined with chemistry adjustment of the liquid steel through strategic addition of ferro-alloys and carburizing agents. During the heating phase, simultaneous injection of oxygen into the bell and continuous feeding of granular aluminum, ferro-alloys, and carburizer are performed.
The actual heating rate of the metal is slightly lower than estimated values due to heat losses during the time interval between additions and temperature measurement. This factor is accounted for in process calculations to maintain accurate temperature control.
Process Efficiency and Metallurgical Advantages
The CAS-OB process offers several significant advantages over conventional ladle metallurgy practices. The sealed environment created by the refractory bell system minimizes oxidation losses and improves alloying yields. The controlled stirring and heating mechanisms provide superior temperature and compositional uniformity.
The ability to perform multiple metallurgical operations simultaneously reduces overall processing time and energy consumption. The precise control capabilities enable production of specialized steel grades with tight compositional tolerances required for demanding applications.
Technology Integration and Industry Applications
CAS-OB technology integrates effectively with existing steelmaking infrastructure, providing enhanced capabilities without requiring complete process redesign. The system complements other secondary steelmaking processes and can be incorporated into various production sequences depending on specific steel grade requirements.
The process particularly benefits high-value steel grades where precise compositional control and cleanliness are critical factors. Industries requiring ultra-clean steels, such as automotive, aerospace, and bearing manufacturing, benefit significantly from CAS-OB processing capabilities.
Economic and Environmental Considerations
The CAS-OB process addresses economic pressures in the steel industry by improving material utilization efficiency and reducing processing costs. Higher alloying yields translate directly into reduced raw material consumption and improved profitability.
Environmental benefits include reduced energy consumption per ton of steel processed and minimized waste generation through improved process efficiency. The controlled nature of the process also reduces emissions compared to less sophisticated ladle metallurgy practices.
Future Developments and Process Optimization
Continued development of CAS-OB technology focuses on automation improvements, enhanced process control systems, and integration with advanced monitoring technologies. Digital process control and artificial intelligence applications offer potential for further optimization of heating rates, alloying efficiency, and overall process performance.
Research into refractory materials and bell design continues to improve process reliability and extend equipment life. Advanced lance designs and stirring optimization contribute to enhanced metallurgical performance and operational flexibility.
Conclusion
The CAS-OB process represents a significant advancement in secondary steelmaking technology, successfully addressing the industry's dual challenges of producing clean steel while maintaining cost competitiveness. The innovative refractory bell system, combined with controlled argon bubbling and oxygen blowing, enables precise compositional control and efficient temperature adjustment.
The process's ability to achieve temperature increases up to 10°C per minute while maintaining steel cleanliness standards makes it an invaluable tool for modern steelmaking operations. The improved alloying yields and reduced material losses contribute directly to economic benefits while supporting environmental sustainability objectives.
As the steel industry continues to evolve toward higher quality requirements and increased cost pressures, CAS-OB technology provides a proven solution for meeting these demanding challenges. The process's flexibility and integration capabilities ensure its continued relevance in advancing secondary steelmaking practices.
Understanding and implementing CAS-OB technology enables steelmakers to achieve the optimal balance between steel quality and production economics, supporting the industry's ongoing quest for excellence in clean steel production at competitive costs.
Find Instantly Thousands of Heat Treatment Diagrams!
Total Materia Horizon contains heat treatment details for hundreds of thousands of materials, hardenability diagrams, hardness tempering, TTT and CCT diagrams, and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.