Production and Properties of Copper and Copper Alloy Powders
Abstract
Copper and copper alloy powders have been used in industrial applications for many years. Probably the best known is the self-lubricating bearing which was the first major application and still accounts for about 70% of the granular copper powder used. This application takes advantage of the ability to produce a component with controlled interconnected and surface-connected porosity. The production of metallic filters also takes advantage of this ability.
Powder metallurgy, the technology of utilizing metal powders, offers the engineer means for conserving materials, reducing machining and securing a uniform product at a reasonable cost. This unique metal-forming method permits the production of parts with close tolerances and a minimum of scrap. It also enables the development of products that cannot be produced by any other method.
By proper selection of powders, the powder metallurgy (P/M) specialist can control the density of products over a wide range and secure a wide range of mechanical and physical properties. He can produce mixtures of metals that are insoluble in each other or mixtures of metals and nonmetals that combine the properties of both.
One attraction of P/M is the ability to fabricate high quality, complex parts to close tolerances in an economical manner. In essence, P/M takes a metal powder with specific attributes of size, shape, and packing, and then converts it into a strong, precise, high performance shape. Key steps include the shaping or compaction of the powder and the subsequent thermal bonding of the particles by sintering.
The process effectively uses automated operations with low relative energy consumption, high material utilization, and low capital costs. These characteristics make P/M well aligned with current concerns about productivity, energy, and raw materials. Consequently, the field is experiencing growth and replacing traditional metal-forming operations. Further, powder metallurgy is a flexible manufacturing process capable of delivering a wide range of new materials, microstructures, and properties. That creates several unique niche applications for P/M such as wear resistant composites.
The consolidation of a mass of powder is usually performed in a closed die, although other means such as roll compaction, isostatic compaction, extrusion or forging can be used. Parts can also be produced by slip casting using the techniques employed in pottery making. Regardless of the technique employed, each produces densification of the powder mass that can be related to the density of the solid metal at its upper limit.
Copper and copper alloy powders have been used in industrial applications for many years. Probably the best known is the self-lubricating bearing which was the first major application and still accounts for about 70% of the granular copper powder used. This application takes advantage of the ability to produce a component with controlled interconnected and surface-connected porosity. The production of metallic filters also takes advantage of this ability.
Pure copper powder is used in the electrical and the electronics industries because of its excellent electrical and thermal conductivities. Alloyed with tin, zinc, nickel and other elements, copper in powder form is used in structural parts and friction materials.
Brasses, bronzes and other copper alloys produced by powder metallurgy methods have the physical and mechanical properties of their cast or wrought counterparts. Copper is used also as an alloying element in iron powder components to enhance the mechanical properties and control dimensional changes during sintering; the addition is being made either by mixing or by infiltration.
Most of granular copper powder is used in the production of P/M parts, and, generally, a closed die is used to form a specific shape. As pressure is applied, the operation proceeds in a series of stages:
- slippage of the particles with little deformation,
- elastic compression of contact points between particles,
- plastic deformation of these points to form contact areas of gradually increasing size and
- massive deformation of the entire powder mass.
To achieve uniform densification it is necessary to select a particle-size distribution which will permit uniform packing in the die. It is also necessary to select suitable pressing conditions.
Different materials require different compacting pressures. Pure copper P/M parts are produced with relatively low pressures. An initial compacting pressure of 34-40 ksi (234-276 MPa) has been recommended for thin sections although higher pressures can be used for heavier sections. The objective is to permit the escape of gases and water vapor formed by the internal reduction of oxides during sintering. Compacting pressures that are too high will prevent proper sintering of the center of the compact and reduce the electrical conductivity and the strength.
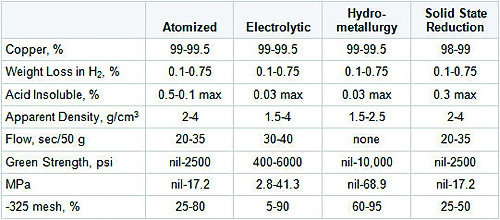
Granular copper powder can be produced in number of methods, the most important being:
- Atomization
- Electrolysis
- Hydrometallurgy
- Solid State Reduction.
Each method yields a powder having certain inherent characteristics. Atomized copper powder is suitable for most P/M applications because it has a high flow rate and good strength. It can be used in electronic and electrical applications requiring high conductivity provided high purity copper powder is specified.
Electrolytic copper powder, because of its high purity, is particularly suited for P/M components in the electronic and electrical industries where high electrical and thermal conductivities are required. However, it is suitable for most other P/M applications as well. Hydrometallurgical processing generally yields a powder having fine particle sizes, low apparent density and high strength. With these properties, it is particularly suited for use in friction materials.
Powders produced by solid state reduction have characteristics similar to those of atomized powders and are suitable for the same applications.
The properties of the granular copper powders produced by the methods described are indicated in Table 1.
Production of Flake Powders. The powders discussed previously have been granular in form and are used primarily for the production of P/M parts. Flake powders are used for other purposes. Although pure copper powder is produced in flake form, most flake powder, the so-called “gold bronze” powders, is produced from alloys of copper with zinc and aluminum. Special colors are produced by modifying the base alloys with tin or nickel.
A large quantity of copper and copper alloy powder is used in flake form, i.e., as a powder whose thickness is small in relation to its other dimensions. Such powders are used, for example, in antifouling paints, decorative and protective coatings and printing inks. Copper and copper alloy powders are also used in such nonstructural applications as brazing, cold soldering, and mechanical plating, as well as for medals and medallions, metal-plastic decorative products and a variety of chemical and medical purposes.
Sintering is the bonding of particles in a mass of powder by atomic or molecular attraction in the solid state through the application of heat. Powders differ from massive metals in having a much greater ratio of surface area to volume. Consequently, the surface energy is greater. During sintering, changes in the shapes of the pores and a reduction in their volume reduce the surface energy.
Sintering consists of three stages. During the first, neck growth proceeds rapidly but powder particles remain discrete. During the second, most densification occurs, the structure recrystallizes and particles diffuse into each other. During the third, isolated pores tend to become spheroidal and densification continues at a much lower rate.
In liquid phase sintering, a mixture of two or more powders is sintered at a temperature below the melting point of the high-melting constituent but above that of the low-melting constituent. Liquid phase sintering applies to premixed powders of copper-tin and iron-copper, for example. If the constituents are properly mixed, the behavior on sintering depends on the wetting properties of the two metals.
The mechanism of liquid phase sintering can be explained by considering three overlapping actions:
- the liquid phase allows rearrangement and rapid shrinkage of the solid material,
- dissolution and re-precipitation occur with accompanying densification and
- coalescence occurs when the liquid phase disappears.
Powder Characteristics. The further processing and the final results achieved in the sintered part are influenced by the characteristics of the powder: particle size, size distribution, particle shape, and structure and surface condition. A very important parameter is the apparent density of the powder, i.e., the mass of a given volume of powder without any pressing or settling. The apparent density is a function of particle shape and the degree of porosity of the particles.
The choice of powder characteristics is normally based on compromise, since many of the factors are in direct opposition to each other. An increase in the irregularity and porous texture of the powder particle, i.e., decrease in apparent density, increases the reduction in volume that occurs on pressing and thus the degree of cold-welding, which in turn gives greater green strength to the compact. This increase in contacting surfaces also leads to more efficient sintering.
Compressibility, density achieved at a specified pressure, is also an important powder property. Low compressibility powders require greater pressure and consequently larger presses and stronger dies. The ease and efficiency of packing the powder in the die depends to a large extent on a wide particle size distribution, so that the voids created between large particles can be progressively filled with those of smaller size.
Access Precise Properties of Copper Alloys Now!
Total Materia Horizon contains property information for 30,000+ copper alloys: composition, mechanical, physical and electrical properties, nonlinear properties and much more.
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.