Modern Strip Production Technologies
Abstract
Compact Strip Production (CSP) and In-line Strip Production (ISP) represent revolutionary technologies in steel manufacturing developed in the 1980s. These processes enable the casting and hot-rolling of thin slabs in a more compact and simplified production line compared to traditional hot rolling methods. By reducing production stages and energy consumption, these technologies allow manufacturers to produce thin gauge strips directly from hot rolling that previously required cold rolling processes, marking a significant advancement in the steel industry's efficiency and capabilities.
Introduction
The concept of strip casting—producing steel strip directly from molten steel and bypassing traditional hot rolling—has been a vision in the steel industry since Henry Bessemer published his theory in 1856. This vision gained renewed momentum in the late 1980s with the development of near net shape casting technologies, leading to the revival of twin-drum (or twin-roll) casting machines based on Bessemer's original concept.
Compact Strip Production (CSP) emerged as a revolutionary technology in the 1980s for casting and hot-rolling thin slabs. Following converter steelmaking and continuous casting technology, CSP represents a significant technological innovation in the steel industry. The technology provides a more compact production line and simplified procedures compared to traditional hot rolling methods.
The Evolution of Compact Strip Production
Technical Features and Development of CSP
The CSP concept was developed by Schlömann Siemag Ag (SMS) in Germany, where it underwent pilot plant testing starting in 1985. The technology was later marketed by SMS/Concast. The first commercial CSP unit was ordered by NUCOR in late 1986, with construction beginning in Crawfordsville, Indiana, in fall 1987. This pioneering facility started operations in July 1989 and achieved profitable operations by June 1990.
The steelmaking section of Nucor's CSP plant features two ABB-supplied, Fuchs-constructed electric arc AC furnaces equipped with water-cooled side walls and roofs, oxy-fuel burners, and eccentric bottom tapping systems.
CSP Production Process
In the CSP process, liquid steel is poured into the caster's tundish and solidified to a thickness of 40 to 70 mm. The resulting slab is sheared to the appropriate length and transported to a tunnel or equilibrating furnace typically set at 1150°C. At this stage, the slab exhibits an austenite grain size of 500-1000 μm.
After approximately 20 minutes in the furnace, the slab exits, undergoes crop shearing, and enters the finishing mill at approximately 1000°C. The slab passes through a finishing mill consisting of 5, 6, or sometimes 7 stands, then proceeds to the run-out table (ROT) where it is cooled to the appropriate coiling temperature before being coiled down to room temperature.
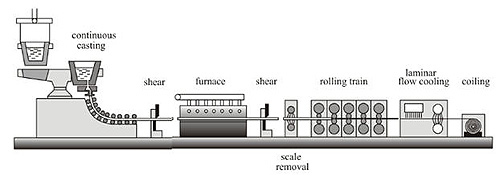
Figure 1: Schematic diagram of an integrated production line of the hot-rolled plates in the CSP (Compact Strip Production) process
Advanced Control Systems in CSP Plants
Most CSP plants feature 6 rolling stands, with some utilizing 5-stand or 7-stand configurations. These plants incorporate profile and flatness control systems using the established CVC (Continuously Variable Crown) technology for precise adjustment.
These sophisticated systems enable operators to set defined profile heights for the finished strip regardless of how pass reductions are distributed throughout the mill. The profile and flatness control system evaluates and compensates for elastic deformation, thermal crown, and roll wear when presetting the roll gaps.
The control systems specifically compensate for undesired profile and flatness issues resulting from:
- Changes in the elastic deformation of the roll set
- Changes in the thermal crown
- Roll crown alterations caused by wear
Nucor's installations incorporated an even more advanced technology called PFC-CFC, combining contour and flatness control systems. This system effectively eliminates profile anomalies caused by roll wear and thermal crown, which typically occur during extended rolling periods with either constant or changing widths.
CSP Production Capabilities
Most CSP plants have an annual production capacity of approximately 1 million tons, with ranges from 0.9 to 1.5 million tons per year. Standard slab dimensions range from 40 to 70 mm in thickness and 900 to 1600 mm in width. The minimum finished strip thickness typically ranges from 1.2 mm to 2 mm, with newer mills capable of producing even thinner finished products. Heat sizes generally range from 120 to 180 tons, though they can vary from under 100 tons to over 200 tons.
In-line Strip Production Technology
Development and Recognition of ISP
Concurrent with CSP development, In-line Strip Production (ISP) underwent intensive development by Mannesmann Demag AG and the Arvedi Group. Both technologies have since achieved worldwide recognition in the steel industry.
While there are slight differences in their layouts, both CSP and ISP technologies cast steel into thin gauges, reheat them, and roll them to finished gauge in a limited number of passes. This approach significantly reduces production stages and lowers energy consumption. The continuous casting and rolling of steel strip represented a revolution in the steel industry at the end of the 20th century. Certain thin gauges that traditionally required cold rolling can now be produced directly through hot rolling with these innovative processes, with current capabilities reaching 1.2 mm and potential future capabilities of 0.7-0.8 mm.
Distinctive Characteristics of ISP
One of the most remarkable features of the ISP process is the extreme compactness of the plant. A facility with a line length of only 180 meters from liquid steel to hot-rolled output has achieved production 50% above its original design capacity of 0.6 million tons per year. However, extended commissioning challenges at the Cremona plant in Italy, combined with Mannesmann Demag's declining financial position, hindered ISP technology sales during the global mini-mill expansion of the early to mid-1990s. Nevertheless, several ISP installations are now operational worldwide, including Posco's Kwangyang works in South Korea (operating a twin-strand ISP), and single-strand units at Saldanha Steel in South Africa and Corus's Ijmuiden works in the Netherlands.
Case Study: Acciaieria ISP di Cremona Plant
Production Process and Equipment
Steel production at the Acciaieria ISP di Cremona begins with charging a 110-ton, 110MVA electric arc furnace equipped with eccentric bottom tapping, using scrap from a covered storage yard. The facility averages 25 heats per day, with liquid steel refined in two 18MVA ladle furnaces before casting in a multi-bending mold featuring servo-hydraulic oscillation. The exit thickness at this stage is 70 mm.
The slab undergoes soft reduction as it travels down the 5.2-meter radius caster, emerging at a speed of 5.5 meters per minute with a maximum thickness of 55 mm. The tundish nozzle design ensures homogeneous shell growth and enables the casting of long sequences.
Immediately upon leaving the caster, the slab enters a 3-stand roughing mill where it is reduced to a 10–18 mm thick transfer bar, which is then cut to length by a transverse pendulum shear. The liquid core reduction process produces a homogeneous steel slab with high cleanliness, minimal segregation, and refined grain structure, resulting in superior mechanical characteristics in the finished steel. Additionally, combining liquid core reduction with direct entry into the roughing mill delivers significant energy savings compared to conventional interrupted rolling sequences.
Heating and Final Rolling
After passing through an induction heating furnace that raises the steel temperature by 150–250°C, the transfer bar reaches the "Cremona furnace." This innovative unit comprises two coilers housed in insulated chambers. While one coiler accepts and coils a transfer bar arriving from the induction furnace, the other simultaneously decoils the previous transfer bar to feed the hot-rolling mill.
The steel undergoes high-pressure descaling before entering a 5-stand hot mill equipped with work roll shifting and bending, plus automatic gauge control on all 4-high stands. A mill entry gauge of 20 mm or less enables Arvedi to produce hot-rolled strip down to 1 mm thickness in a single pass, achieving high profile and gauge precision, a crown level of 1–3%, low surface roughness, and good cold deformability.
Product Quality and Characteristics
The dimensional tolerances of the hot-rolled strip are comparable to those of cold-rolled products, with 1–1.2 mm gauge coil showing a flat transversal value when measured 25 mm from the strip edge.
Tests conducted by various European steelmakers have confirmed the finished product's suitability for galvanizing, shaping, welding, and cold rolling. Reports from two German research institutes have noted the high degree of consistency in mechanical characteristics, low surface roughness, crystalline structure, and similarity of the steel formability curve to that of a cold-rolled product.
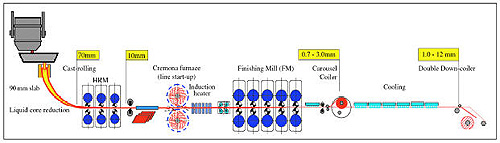
Figure 2: Crystal lattice structures and cryogenic tempering
Advantages of Modern Strip Production Technologies
ISP Production Efficiency
A significant advantage of the ISP technology is its remarkably short production cycle compared to traditional processes and its cast-rolling capability compared to other modern processes. The entire ISP plant spans only 180 meters from liquid steel to finished coil, with a production cycle of just 15 minutes. Production capacity ranges from 0.7-0.9 million tons for a single casting line and up to 2 million tons for two casting lines.
Table 1. Key features of ISP process compared to conventional methods, showing advantages in capacity, energy consumption, yield, gauge capabilities, investment requirements, and conversion costs
| ISP | Conventional | |
| Capacity | 0.8 - 2 M t/y | 3.5 - 4 M t/y |
| Energy consumption (CC+Rolling) |
50% | 100% cold charging 80% hot charging |
| Liquid to coil yield | 1.025 - 1.030 | 1.040 - 1.060 |
| Thin gauges produced without additional costs |
1.2 mm possible 0.7 - 0.8 mm |
1.7 - 3 mm |
| Investment intensity | 40 - 60% | 100% |
| Conversion cost | 40 - 50% | 100% cold charging 75% hot charging |
The table demonstrates ISP's significant advantages over conventional methods, including reduced energy consumption (50% of conventional), better liquid-to-coil yield (1.025-1.030 vs. 1.040-1.060), thinner gauge production capabilities (down to 1.2 mm vs. 1.7-3 mm in conventional), lower investment intensity (40-60% of conventional), and lower conversion costs (40-50% of conventional cold charging).
Conclusion
The development of Compact Strip Production (CSP) and In-line Strip Production (ISP) technologies has revolutionized steel manufacturing by enabling more efficient, compact, and energy-saving production methods. These technologies allow producers to create thinner gauges directly from hot rolling, reducing the need for cold rolling processes and significantly improving production efficiency. With continuous improvements in control systems and processing capabilities, these modern strip production technologies represent a significant advancement in steel manufacturing that will continue to shape the industry's future.
Find Instantly Precise Properties of Cast Materials!
Total Materia Horizon contains property information for thousands of cast materials: composition, mechanical and physical properties, nonlinear properties and much more.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.