Metallization: Comprehensive Guide to Metal Coating Processes and Techniques
Abstract
Metallization encompasses various industrial processes for applying protective metal layers to product surfaces, achieving enhanced corrosion resistance, durability, and aesthetic appeal. This comprehensive guide examines primary metallization methods including vacuum metallization, thermal spraying, and galvanic processes. The article explores key techniques such as chromium plating, zinc coating, and aluminum deposition, detailing their applications across metals, plastics, ceramics, and glass substrates. Modern metallization processes offer versatile solutions for industrial repair, surface protection, and decorative finishing, with each method providing distinct advantages for specific material combinations and performance requirements. Understanding these coating technologies enables optimal selection for diverse manufacturing and restoration applications.
Introduction to Metal Coating Processes
Metallization represents a fundamental industrial process that involves coating product surfaces with thin metal layers to achieve superior corrosion resistance, enhanced durability, and improved aesthetic properties. This surface treatment technology has evolved significantly, offering manufacturers and engineers diverse options for protecting and enhancing various substrate materials.
The metallization industry encompasses six primary processes that form the foundation of modern surface coating applications. Galvanic metallization, commonly known as galvanostegy, utilizes electrochemical principles to deposit uniform metal layers. Metal spraying techniques employ thermal energy to apply molten materials onto surfaces. Fire metallization involves direct immersion of products into liquid metal baths, while diffusion metallization relies on atomic-level material transfer. Vacuum metallization operates within controlled atmospheric conditions, and contact metallization enables direct metal-to-substrate bonding.
Primary Metallization Techniques and Applications
Industrial metallization encompasses ten essential techniques that address specific performance requirements and aesthetic demands. Aluminizing provides excellent corrosion protection and heat resistance, making it ideal for automotive and aerospace applications. Chromium plating delivers exceptional hardness and wear resistance, commonly utilized in hydraulic components and decorative applications. Zinc coating offers superior cathodic protection for steel structures, while tin plating ensures food-safe surfaces and electronic component compatibility.
Cadmium plating, though environmentally regulated, provides outstanding corrosion resistance in marine environments. Copperizing enhances electrical conductivity and serves as an excellent base layer for subsequent coatings. Nickel plating combines corrosion resistance with attractive appearance, widely used in consumer products and industrial equipment. Lead coating, though limited due to health considerations, offers specific chemical resistance properties. Silver plating maximizes electrical conductivity for electronic applications, while gold plating provides premium corrosion resistance and aesthetic appeal for high-value components.
Vacuum Metallization: Advanced Thin-Film Deposition
Vacuum metallization represents one of the most sophisticated coating processes, utilizing controlled atmospheric conditions to achieve precise metal film deposition. This process begins by placing both the metallic coating material and the workpiece within a specialized vacuum chamber. The coating material undergoes heating until it reaches its evaporation point, creating a vaporized metal cloud that condenses uniformly onto the rotating workpiece surface.
The vacuum metallization process demonstrates remarkable versatility, successfully coating glass, plastic, metal, ceramic, and paper substrates. However, achieving optimal results requires exceptionally clean workpieces, as any surface contamination can compromise coating adhesion and uniformity. The resulting metal films typically range from 0.01 to 0.2 micrometers in thickness, providing significant improvements in electrical conductivity, corrosion resistance, and visual appearance.
Vacuum Metallization Process Phases
The vacuum metallization process involves three distinct phases that determine coating quality and performance characteristics. The initial phase involves metal evaporation, where the coating material transitions from solid through liquid to gaseous states under controlled thermal conditions. During the second phase, metal vapor diffuses from the evaporation source toward the target product or chamber walls, maintaining molecular integrity throughout the transfer process. The final phase encompasses vapor condensation onto the product surface, creating a continuous metal layer with consistent thickness and adhesion properties.
Modern vacuum deposition systems utilize physical rather than electrochemical principles for metal application, distinguishing this method from traditional plating processes. The deposition occurs within airtight chambers where multiple pumps maintain desired process pressures while power supplies deliver precise voltage to tungsten filament electrodes loaded with target metals. Target materials commonly include aluminum, copper, platinum, titanium, chromium, gold, lead, nickel, silver, tin, and tantalum, each offering specific performance characteristics.
Substrate Preparation and Process Requirements
Achieving premium vacuum metallization results demands meticulous substrate preparation and contamination control. Raw substrates must be completely free from surface contaminants including mold releases, fingerprints, dirt, dust, oil, and grease before processing begins. The preparation process typically involves assembling parts on specialized production racks that securely hold components through various painting and metallization stages.
Components designed for vacuum metallization often incorporate holes, ribs, pins, or small runner sections in non-critical surface areas to facilitate secure mounting during processing. The complete vacuum metallization process typically requires eight to ten major steps and can take two to three hours for completion, depending on component complexity and coating requirements. Metal substrates including tin, steel, and aluminum work exceptionally well for vacuum metallization, along with various plastic and glass materials.
Metal Spraying: Thermal Coating Applications
Metal spraying, alternatively known as flame coating or metallizing, provides an effective solution for wear repair and protective coating applications. This process involves spraying molten metal onto prepared surfaces using specialized equipment that melts wire or powder materials in an oxy-acetylene flame before atomizing them with compressed air to create fine spray patterns.
The metal spraying process offers significant advantages over traditional repair methods, particularly regarding substrate temperature control. Workpieces remain at relatively low temperatures during spraying, typically not exceeding 150°C, making this essentially a cold build-up process. This temperature control prevents damage, metallurgical changes, or distortion of the base material during and after processing, providing substantial advantages over brazing, welding, or powder spraying techniques that operate near base metal melting points.
Metal Spraying Versatility and Applications
The exceptional versatility of metal spraying enables virtually any combination of ferrous and non-ferrous base and coating metals. Engineers can successfully spray phosphorus bronze or copper onto mild steel bases, apply stainless steel coatings to aluminum substrates, or deposit ceramics onto stainless steel surfaces. This flexibility opens numerous application possibilities across diverse industries and repair scenarios.
Common metal spraying applications include reclamation of worn bearings and seals on various shaft types, restoration of bearing seat areas in casings and motor covers, and repair of oil seal and mechanical seal components. The process excels in protecting seal areas on stainless steel shaft sleeves with ceramic coatings and restoring rotors, spindles, and stirrer shafts to original specifications. Additional applications encompass crankshaft journal reclamation, wire drawing drum surface restoration, and applying specialized coatings for textile, printing, pharmaceutical, and chemical industry equipment.
Metal Spraying Materials and Equipment
Metal spraying utilizes diverse materials selected for specific application requirements and performance characteristics. Ceramic materials provide excellent wear resistance for pump components, while nickel-aluminum composite wires offer superior bond coat properties and self-bonding capabilities. Molybdenum serves as an excellent bond coat material and provides exceptional hardness for bearing applications with outstanding adhesive wear resistance.
High chromium steel delivers hard, wear-resistant coatings suitable for demanding applications, while bronzes and Babbitt metals excel in bearing applications. Stainless steels, nickel, and Monel provide superior anti-corrosion properties combined with wear resistance. Aluminum and nickel-aluminum combinations offer excellent heat and oxidation resistance, while zinc and aluminum provide effective cathodic corrosion protection for steel substrates.
The portable nature of metal spraying equipment enables on-site repairs, making this process particularly valuable for maintaining capital equipment without requiring component removal or facility downtime.
Thermal Spraying: Advanced Coating Technologies
Thermal spray coating processes utilize wire or powder materials that undergo melting or softening before propulsion onto selected substrates. Upon impact, these droplets bond to surfaces, creating dense protective coatings without altering substrate structure or properties. Four primary thermal spray processes dominate modern industrial applications, each offering specific advantages for particular coating requirements.
Combustion Flame Spray Systems
Combustion flame spray systems achieve coating deposition by burning oxygen and acetylene in specialized torches equipped with flame-accelerating nozzles. For wire materials, the flame maintains concentric positioning relative to wire feeding through the nozzle axis. The combustion gas effectively melts, atomizes, and propels molten particles onto coating surfaces, providing consistent coverage and adhesion properties.
Electric Arc Spray Technology
Electric arc spray processes utilize pairs of metallic or cored wires as raw materials, melting them through electric arc generation. Compressed air atomizes the molten material within a cone-shaped pattern, propelling particles toward workpieces where rapid solidification creates dense, strongly adherent coatings. This process offers excellent control over coating thickness and material deposition rates.
Plasma Spray Applications
Plasma spray technology utilizes gas heated to extremely high temperatures, causing ionization and electrical conductivity within the material stream. Electric arcs burning within plasma gun nozzles create plasma jets as arc gas emerges from the system. Powder particles injected into these jets undergo melting before striking surfaces at high velocities, producing strongly adherent coatings on virtually any surface, including metals and ceramics.
High Velocity Oxy-Fuel (HVOF) Processing
High Velocity Oxy-Fuel represents a relatively recent advancement in flame spray technology, utilizing liquid fuel and oxygen fed through premixing systems at high pressure into combustion chambers. The burning process produces hot, high-pressure gas streams into which powders are injected. These supersonic gas jets achieve speeds exceeding 2000 meters per second, creating exceptionally dense, high-quality coatings upon substrate contact.
Conclusion
Modern metallization processes provide comprehensive solutions for surface protection, repair, and enhancement across diverse industrial applications. Understanding the principles, capabilities, and limitations of each coating method enables optimal selection for specific material combinations and performance requirements. As technology continues advancing, these processes will undoubtedly evolve to meet emerging industrial challenges while maintaining their fundamental role in protecting and enhancing manufactured products.
Access Precise Corrosion Properties Now!
Total Materia Horizon contains corrosion behaviour and property information for hundreds of thousands of materials, accross more than 2,000 media.
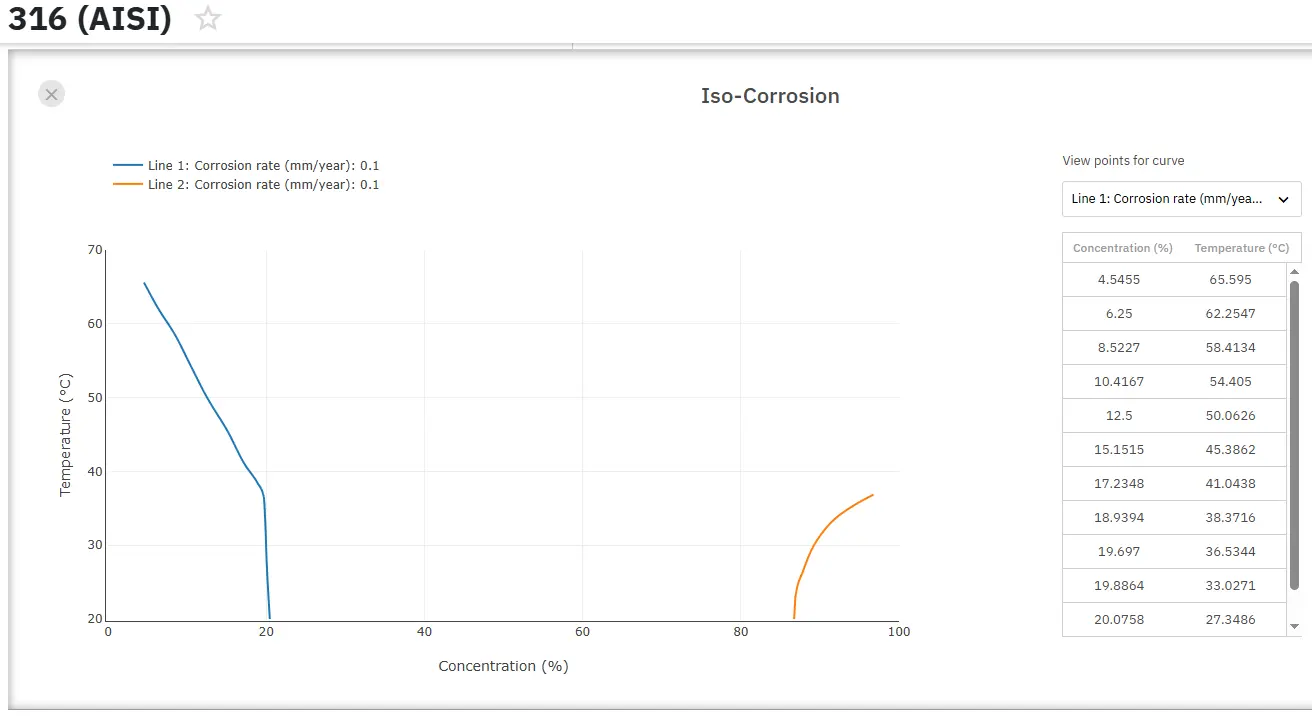
Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.