Friction Stir Welding of Aluminum Alloys: Part One
W.M. Thomas, I.M. Norris, D.G. Staines and E.R. Wats, TWI Ltd, Cambridge, United Kingdom
Abstract
Friction stir welding is used particularly for joining aluminum alloys in shipbuilding and marine industries, aerospace, automotive and rail industry. Furthermore, the technology provides significant advantage to the aluminum extrusion industry. Automotive suppliers are already using the technique for wheel rims and suspensions arms. Fuel tanks joined by FSW have already has been launched in spacecraft, and many other space advances are under development. Aluminum panels for high speed ferries and panels for rail vehicles are also produced.
Friction stir welding is making an impact as a material processing technique and the prognosis for the successful welding of steel products by FSW looks promising.
The friction stir welding process was developed by TWI (Welding Institute in Cambridge, UK in 1991) for joining aluminum alloys. During friction stir welding, a joint is made between contacting sheets by traversing a rotating tool comprising a pin and shoulder between the mating surfaces. Dynamically recrystallized material formed adjacent to the periphery of the rotating tool creates a weld between the contacting work pieces. Friction stir welding has also been used to weld magnesium, titanium, and copper alloys, stainless steel, and thermoplastics in a wide range of thicknesses.
Currently, FSW is used particularly for joining aluminum alloys in shipbuilding and marine industries, aerospace, automotive and rail industry. Furthermore, the technology provides significant advantage to the aluminum extrusion industry. Automotive suppliers are already using the technique for wheel rims and suspensions arms. Fuel tanks joined by FSW have already has been launched in spacecraft, and many other space advances are under development. Aluminum panels for high speed ferries and panels for rail vehicles are also produced. Moreover, the friction stir welding of 50 mm thick copper material has provided a potential solution for nuclear encapsulation of radioactive waste. Friction stir welding is making an impact as a material processing technique and the prognosis for the successful welding of steel products by FSW looks promising.
Friction stir spot welding is a process variant where the rotating tool is plunged into and out of two overlapping sheets at a single location. When the pin penetrates into the contacting sheets, a stir zone is formed comprising dynamically recrystallized material and a keyhole region is left in the welded component when the rotating tool is retracted. The keyhole can be filled via the use of a specially-designed tool fixture if desired. The tool penetration process and the factors determining weld mechanical properties have been investigated during spot welding of AI-alloy and Mg-alloy sheet materials. Although the microstructural features and mechanical properties of Al 5754 and Al 6061 friction stir seam welds have been studied extensively, this is not the case in Al 5754 and Al 6061 friction stir spots welds made using a range of tool rotational speed settings.
North et al. proposed that local melting and tool slippage could account for the low travel speeds that are obtainable during friction stir seam welding of Al 2024 and Al 7075 sheets. Gerlich et al. provided support for this proposal in detailed investigations of Al 7075 and Al 2024 friction stir spot welds. The remarkable decrease in estimated strain rate values in spot welds made using high tool rotational speed settings was associated with spontaneous melting of second-phase particles (η, S, and T phases), which promoted tool slippage at the contact interface between the periphery of the rotating tool and adjacent material in the stir zone.
High tool rotational speed settings produced a combination of high heating rate and high stir zone temperature, which facilitated local melting and tool slippage during friction stir spot welding.
The possibility that local melting and tool slippage are characteristic features when AI-alloy sections are joined using friction stir spot welding is examined in the present article. Because energy generation resulting from viscous dissipation during friction stir spot welding is ultimately limited by the solidus temperature, local melting and tool slippage may be precluded when the AI-alloy base materials being fabricated do not contain second phase particles, which have melting points less than their solidus temperature.
This is the primary reason why the present article reports the results of a detailed investigation of Al 5754 and Al 6061 friction stir spot welding. The possibility that local melting and tool slippage occur during friction stir spot welding of Al 5754 and Al 6061 base materials was examined and the strain rate in the contact region between the periphery of the rotating tool and adjacent material in the stir zone is estimated by incorporating the average grain dimensions and stir zone temperatures in friction stir spot welds into the Zener-Hollomon relation.
Reliable measurements of the average subgrain dimensions and stir zone temperature are critical inputs when the strain rate in the contact region is estimated. Although aluminum alloys have high stacking fault energy and are not significantly strengthened by grain refinement, the subgrain dimensions of the deformed microstructure are related to the Zener-Hollomon parameter.
The influence of tool rotational speed variations from 750 to 3000 RPM on the average sub grain dimensions and temperatures in the stir zone was investigated. Because almost all of the energy generated during friction stir spot welding is due to the torque resulting from tool rotation, stir zones made using rotational speeds ≤750 RPM did not have bonded regions having acce8table dimensions and joint mechanical properties. In the present investigation, the welding parameters used are those that produced stir zones having widths > 100 µm.
Optical micrograph of a typical spot welded cross section is shown at Figure1. Region I, which is located 100 µm from the keyhole periphery halfway up the length of the rotating pin, was examined using EBSD. The average EBSD grain dimensions were calculated from misorientation maps using the linear intercept method, with only grain boundaries having > 2 deg misorientations considered. At least two locations in two repeat test welds were examined, which provided a minimum of 400 intercept measurements for each welding condition. It has already been shown that the average subgrain dimensions found using TEM are similar to those estimated using EBSD when a 2 deg misorientation criterion is applied during the examination of the stir zones produced in Al 2024, AI 7075, and Al 5754 friction stir spot welds.
The temperature gradually increased during the dwell period prior following complete penetration by the rotating pin. In addition, no temperature fluctuations were observed during the 4-s-long dwell period in Al 5754 and Al 6061 spot welding.
The heating rates increased from 150°C/s to 354°C/s in Al 5754 and Al 6061 friction stir spot welds produced using different tool rotational speeds. Also, higher peak temperatures were measured close to the tip of the rotating pin when tool rotational speed increased from 750 to 3000 RPM. The highest temperature measured in Al 5754 spot welds made using a tool rotational speed of 3000 RPM (565°C) is lower than the reported solidus temperature of this alloy (590°C). The highest temperature in Al 6061 spot welds (541°C) was also less than the solidus temperature of the alloy (582°C).
The temperatures measured by the thermo-couple embedded within the tool shoulder were consistently lower than those found close to the tip of the rotating pin at all tool rotation speed settings during Al 5754 and Al 6061 spot welding.
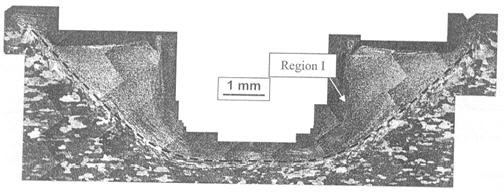
Figure 1: Polarized light optical micrograph of an Al 6061 friction stir spot weld made using a tool rotational speed of 1500 RPM.
The stir zone boundary in indicated by the dashed line.
The highest temperature in Al 5754 spot welds made using a tool rotational speed of 3000 RPM was 565°C. Based on the chemical composition the Al 5754 alloy can be approximately represented as an AI-3 wt pct Mg alloy. The AI-Mg binary phase diagram indicates that the solidus temperature of this binary alloy is 613°C. As a result, the highest temperature found in the stir zone of Al 5754 spot welds corresponds with a homologous temperature of 0.97.
In a similar manner, the highest temperature in Al 6061 friction stir spot welds (541°C) corresponds with a homologous temperature of 0.95. These homologous temperature values correspond well with those reported during friction stir spot welding of different Al alloy and Mg alloys. For example, the highest temperatures found in the stir zones of Al 7075, Al 2024, AI 6111, AZ31, AZ91, and AM50 friction stir spot welds corresponded with homologous temperatures from 0.94 to 0.99.
It has been recently concluded that the stir zone temperature in friction stir spot welds cannot be determined by embedding thermocouples in drilled holes adjacent to the periphery of the rotating tool, because the helical vertical rotational flow of material setup in the stir zone formed adjacent to the periphery of the rotating pin displaces thermocouples from their original locations. Also, because a steep temperature gradient exists immediately adjacent to the tool periphery and the temperature decreases markedly at small distances from the contact surface, it is particularly difficult to obtain consistent temperature output when the thermal cycles in the TMAZ region of friction stir spot welds are measured.
As mentioned earlier, tool slippage during AI 7075 and Al 2024 friction stir spot welding operations has been associated with spontaneous melting of second-phase η (MgZn2) and S (AI2CuMg) particles during Al 7075-T6 and Al 2024-T3 spot welding. In as received Al 5754 base material, the second-phase particles comprised mainly Al6(Fe,Mn). Al6Fe is a metastable phase, while Al6Mn intermetallic has a melting temperature of 705°C that is much higher than the solidus temperature of Al 5754. Also, although it has been reported that AlMg2 particles have a melting temperature of 450°C detailed TEM examination confirmed that they were not present in the as-received Al 5754 base material.
The results of the present investigation suggest that the assumption of a no-slip condition may be appropriate during numerical modeling of Al 5754 and Al 6061 friction stir spot welding. However, this is not the case when Al 7075, Al 2024, and Mg-alloy AZ91 are spot welded.
There was no evidence of grain growth in the stir zones of Al 5754 friction stir spot welds. However, the average grain sizes were higher in the stir zones of air-cooled Al 6061 spot welds, indicating that grain growth occurred when spot welds cooled in air to room temperature. The final stir zone grain size in air-cooled spot welds could be represented using an Arrhenius growth equation. Also, there was no evidence of abnormal grain growth in the stir zones of Al 6061 friction stir spot welds.
Find Instantly Thousands of Welding Materials!
Total Materia Horizon contains thousands of materials suitable for welding and electrodes, with their properties in bulk and as welded conditions.

Get a FREE test account at Total Materia Horizon and join a community of over 500,000 users from more than 120 countries.